GPI products are heavily used in the petroleum and oil transfer industries. Furthermore, they serve in agricultural, industrial, chemical handling, construction, mining, and many other markets. Great Plains Industries is home to the GPI, FLOMEC, and GRPO brands.
Where the Products are Made
Great Plains Industries' products are produced in the heart of the Midwest - Kansas. At their Witchita headquarters, more than 200 employees help manufacture GPI products. In 2013, the company acquired Trimec Industries of Sydney, Australia. Trimec, now called GPI Australia, is one of the top Australian manufacturers of positive displacement oval gear, insertion and impeller flow meters. Both Great Plains Industries and Great Plains Industries Australia are recognized and known for rugged engineering and durability.
GPI's strong work ethic is evident throughout a long-standing heritage - one of commitment to serving their customers and exceeding expectations. The business is family owned, and this fact continues to play heavily into their customer focus mentality.
Flexible Manufacturing System
Recently, Great Plains Industries has embarked on a number of manufacturing technology improvements. For example, the Flexible Manufacturing System project has allowed the company to achieve greater efficiency, production capacity, and higher quality control. CEO Vic Lukic stated, "Innovation is key for GPI and these capital investments create tremendous value for us as a supplier, but more importantly for our distributors and their customers."
"We continually improve processes and examine new and better ways of producing our products," said Jeff Methe, Operations Manager. By continually improving their processes, Great Plains Industries can ensure a commitment to improving efficiencies, reducing waste, and lowering costs - all to better serve their customers around the world.
You can shop GPI products on dultmeier.com or give us a ring Monday through Friday (7:30 am to 5 pm Central Time). Check out our GPI Manufacturer page right here. Enjoy!
Dultmeier Sales stocks valves of all different makes, models, and applications. Here you will find all you need to know about the different types of valves we stock and the various applications they are used for. More importantly, we will help you determine what you need to know prior to making a valve purchase. Let's dig in...
Valve Definition & Common Trade Names
What is a valve? What are some common trade names, associated with, the valves that Dultmeier Sales stocks and distributes? In a nutshell, a valve is a product which is used to constrict, cut off, redirect, or regulate the flow of a liquid or gas. While we do sell pneumatic valves we will be primarily focusing liquid, or solution, valves for this educational segment. Some common trade names associated with the valves we stock are as follows: butterfly, ball, gate, globe, angle, needle, solenoid, check, regulating, diverter, foot, relief, unloader, backflow prevention, and float valves.
As with any product, it's crucial to identify the type of valve, the manufacturer, inlet/outlet size, operating and maximum pressures, solution temperature, and the solution passing through the valve. It's critical to know what solution is passing through the valve to ensure proper chemical compatibility. Knowing the solution's PH level can also be another important factor when determining suitable components and materials.
How to Size a Valve
We size valves similar to how we size pipe. Always measure the inside diameter of the inlet/outlet port. This will identify the size of the valve in question. A common mistake is that people measure the outside diameter of the inlet/outlet ports of a valve. There is one exception to this rule - if working with tubing - measure the outside diameter of the tubing. For hose and pipe, only pay attention to the inside diameter measurement.
If flow rate is important, the coefficient of volume (Cv) of various valves can be compared. Now, I understand that sounds rather technical. However, in layman's terms all that means is the higher the Cv for a valve, the more flow rate will pass thru it with the same pressure loss. In the majority of applications, this will be a non-factor but it is still important terminology to be aware of in the vast world of valves.
Manufacturer Identification & Valve Type Explained
Most manufacturers will have a metal tag on their valve bodies to identify their brand. That manufacturer tag will identify the brand of the valve, the model, and serial number. This is an important first step in identifying what product you currently have. That being said, let's begin with a look at butterfly valves.
Butterfly Valves
Here at Dultmeier Sales, we stock a variety of butterfly valves. In the butterfly valve world, it's important to first determine which style of butterfly valve you possess. The two most common styles are Wafer or Lug bodies. A wafer-style butterfly valve has "thru" bolt holes that run along through the outside rim of both pipe flanges. In contrast, a lug-style butterfly valve has threaded bolt holes on both sides of the valve body to allow for "end of line" applications. Lug-style butterfly valves are, generally, less common than wafer-style butterfly valves. Below, you will see a wafer-style valve on the left and a lug style valve on the right:
Butterfly Valve Actuators
Next, we get into the topic of valve actuation. We primarily stock butterfly valves that are manually (seen above with handle) or pneumatically actuated with either double acting or spring return actuators. A double acting butterfly valve actuator requires air pressure to open the valve and then air pressure to close the valve.
A spring return butterfly actuator is used in fail-safe applications. If there is a loss of air pressure the valve will automatically close (or open) - due to the spring tension of the actuator. Spring return actuators are used in many production plants that require system flow to cease once power is cut or lost - as mentioned above, this is a fail-safe application example.
Electric Actuators are also used in many industries. While we don't stock electric actuators for butterfly valves - we have access to them. Actuators can also be provided with "positioners", limit switches and other controls.
We stock Butterfly Valves and Air Actuators from Keystone and Pratt.
Ball Valves
A ball valve is probably the most common type of valve that exists - across all industries. It gets its name due to the fact that it actually has an internal ball that sits in a "seat". When the handle or knob is turned 90 degrees from the inlet/outlet ports, the valve is closed and one can see the convex shape of the internal ball. When the handle is turned parallel with the inlet/outlet ports, the valve is open and one can view through it - unhindered.
On the left, below, is an example of an air actuated, stainless steel, female pipe thread, ball valve. While on the right, you will see a Banjo, polypropylene, manual, flanged, ball valve.
Standard Port vs. Full Port
By design, ball valves that are listed as Standard Port actually have less fluid path than the inlet/outlet ports size limitations - this is somewhat misleading to those that are unfamiliar with the concept of Standard vs. Full Port valves.
For example, if you have a 2 inch Standard Port valve your flow characteristics will be closer to that of a 1.5-inch fluid path. The technical reasoning behind this is the fact that a smaller opening creates more friction loss (i.e. pressure drop) thus resulting in a decreased flow rate. Standard port ball valves are cheaper than full port valves but restrict the system flow rates; somewhat. So, if flow rates don't matter or affect your system then you can save money up front by selecting standard port valve(s) for your plumbing system.
Full port valves allow the plumbing system to realize the full flow characteristics of the valving. If all valves in a system are two inch full port, valves then we can reasonably assume increased flow rates in comparison to a system that contains all standard port valving. A full port valve has a slight design change that allows for this increase in flow characteristics. While the valves may look the same externally, there are internal design changes that are not visible to the naked eye.
High Pressure vs. Low Pressure
This is another crucial step in determining the correct valve for a specific application. If necessary, place a pressure gauge at various points in the plumbing system to determine the system operating pressure. Never guess the operating pressure of a system. If a low pressure valve is installed into a high pressure system, serious or fatal injury could occur. As a general rule of thumb, anything below 150 psi is considered Low Pressure - that being said, there are valves rate for pressure less than 150 psi.
This gets back to one of our core fundamentals when selecting a proper valve - determine operating pressure and maximum pressure for the intended plumbing system.
Ball valves are a perfect example of how the same style valve can be used in multiple applications - both high pressure and low pressure. We have some ball valve product lines that have use applications which are limited to certain industries - due to their operating/working pressure limitations. However, we have many ball valve lines that carry over into multiple industry applications.
While we do carry many products that can be cross-utilized in various industries we always want the customer to confirm an operating pressure. This ensures safety in application and use. Furthermore, it minimizes the possibility of injury and lessens the chance of damage to the valve and other plumbing system components
Air Actuated & Electric Motor Driven
We carry ball valves that can be remotely operated via automation, as well. The most common types are pneumatic (air-operated) and electric motor-operated ball valves. Air operated are most widely used in chemical facilities, fertilizer plants, or industrial plants. Electric ball valves are most commonly used in agricultural applications for spraying applications. The trade name electric ball valve or pneumatic ball valve simply refers to how the valve is actuated.
When you drive down the road and see a large self-propelled sprayer, spraying in a field, you can be certain the booms are being remotely controlled. The boom valves are remotely controlled from the sprayer cab, with the help of electric ball valves. The sprayer operator sends a signal from his, in-cab, boom controller to turn certain sections of the sprayer boom on/off - based upon the field's specific application requirements.
We also see electric ball valves in the turf industry. Golf courses or residential sprayers will commonly use this type of ball valve on their sprayer setups. It is more prevalent in the turf industry due to the fact that the booms are much smaller than the agricultural industry.
Lastly, we do a fair amount of business in the liquid deicing industry. If you have ever seen a department of roads/transportation vehicle that is applying liquid before a winter storm - you have witnessed this industry in action. These vehicles are applying a solution called liquid salt brine (sodium chloride, magnesium or calcium chloride solution). Electric driven ball valves are common in this industry because pneumatic valve airlines would freeze in the frigid winter temperatures.
For those interested, here is a link that further explains the process of creating the salt brine solution. Below is a picture of a pneumatic-operated ball valve, on the left. On the right you will see an electric-operated ball valve.
Gate Valves
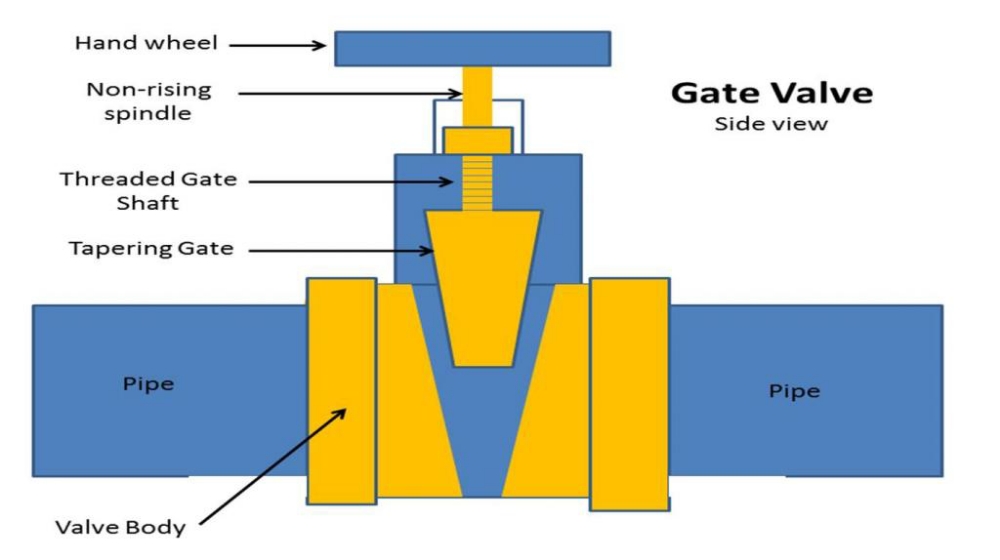
A flanged gate valve is used in larger flow applications. In the Dultmeier world, we most commonly see this style of valve used on large bulk fertilizer, fuel tank storage applications, and float storage tanks in the vehicle and fleet washing industry. Gate Valves are generally designed with a circular handle that is turned clockwise to close the valve and counter-clockwise to open the valve.
Just as any other valve, we need to confirm the solution that will be passing through the valve to ensure chemical compatibility and then confirm the working or operating pressures that are required by the plumbing system. Most commonly, we are supplying flanged gate valves for lower pressure ranges. Below is a picture of a common flanged gate valve used in the bulk fertilizer industry.
Globe & Angle Valves
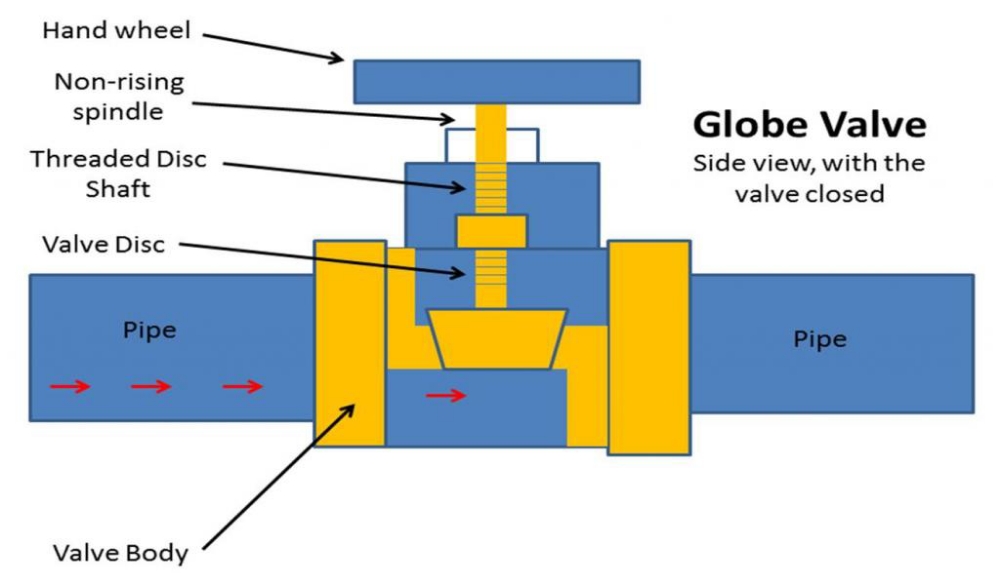
A globe valve is very similar, from an external view, to that of a gate valve. However, when we look at the valves internally, they are quite different. As can be seen from the previous section, the gate valve operates almost like a wedge or slate that constricts or completely closes off flow. A globe valve has a different seat structure and more of a plunger that constricts or completely closes off flow. See below:
Below is a photo of a couple different sized globe valves on an Anhydrous Ammonia application. These valves are for a receiving bulkhead system where a plant facility will offload large bulk transports into their bulk storage tanks. The larger valve is on the liquid line transfer and the smaller valve is on the vapor transfer line.
In the Dultmeier Sales world, we most commonly use globe valves in the Anhydrous Ammonia industry. That is the same for angle valves. The most common application we see angle valves used in would be on toolbars or supply risers for Anhydrous Ammonia fertilizer applications. Continental Nh3 Products and Squibb Taylor are our two largest suppliers for these types of valves. An angle globe valve can be viewed below:
Needle Valves
Next up we will take a look into needle valves and the various applications they can be used for. Most commonly, we see these valves used in higher pressure applications such as car/truck wash and high-pressure cleaning. Here is a grouping of various needle valves on our website, to further illustrate the variety of options. That being said, we do sell a fair amount of needle valves in the Anhydrous Ammonia industry for a bleed off application.
As always, in any application we want to confirm the solution passing through the valve, working or operating pressure range, and temperature of the solution. Below you can view a picture of a needle valve.
Solenoid Valves
We carry a wide supply of solenoid valves from a number of suppliers. The most notable brands we offer are GC Valves, DEMA, KIP, Kingston and more. A solenoid valve is another example of an electric valve. However, they are drastically different than electric ball valves. That being said, solenoid valves can be controlled remotely and are used in a number of industries.
We most commonly use them in high-pressure vehicle or fleet washing applications, industrial applications, and agriculture or turf spraying applications. Some users in the agriculture industry are starting to migrate away from solenoid valves to ball valves - the primary reason being the necessity for the ruggedness of a ball valve versus over a solenoid valve. Mother Nature in combination with aggressive chemicals is an extremely harsh environment for a valve.
Normally Closed vs. Normally Open
This is an important topic to address - especially in the realm of solenoid valves. If a valve is "normally closed" it means that the valve is closed in its uncharged state. More simply put, if there is no electrical current passing through the valve coil then then it will remain closed. If a valve is "normally open", that means the valve is open in its uncharged state.
Various applications will call for either style. Coils in these valves can be 12 volt, 24 volt, 110 volt and even 240 volt, which allows for a wide and versatile range of applications.
For example, in the vehicle washing industry, we may want to have a weep application on a spray gun. We would do this to ensure the gun doesn't freeze shut in lower temperatures. Therefore, we want ambient water to continuously run through the system or spray gun - if a loss of power occurs. So, in this instance we would want to ensure a normally open valve be installed in this type of a plumbing system.
Solenoid valves are still highly used in the car/truck wash industries due to the fact that they are generally stored in temperature-controlled environments while limiting exposure to the harshness of the natural elements.
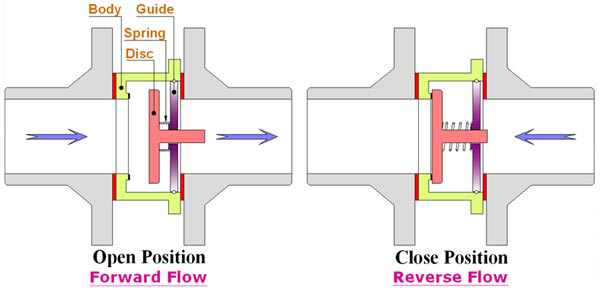
Check Valves
Next up, we will look into the world of check valves. This product is used to prevent backflow of a solution in a plumbing system. For instance, a check valve would be utilized when pumping a solution up a vertical pipe and you do not want the solution to backflow, due to gravity, when the pump is turned off. A check valve is a form of backflow prevention.
Furthermore, check valves keep a plumbing system charged. By keeping the system charged we can ensure more efficient delivery of product and reduce the number of air pockets that are present in the plumbing system, which reduces pump priming time and other potential pump problems. The more efficient a plumbing system is - the less it costs to keep it running.
Types of Check Valves
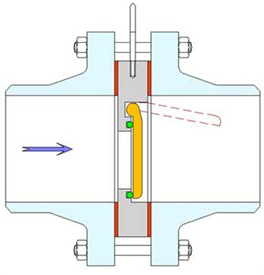
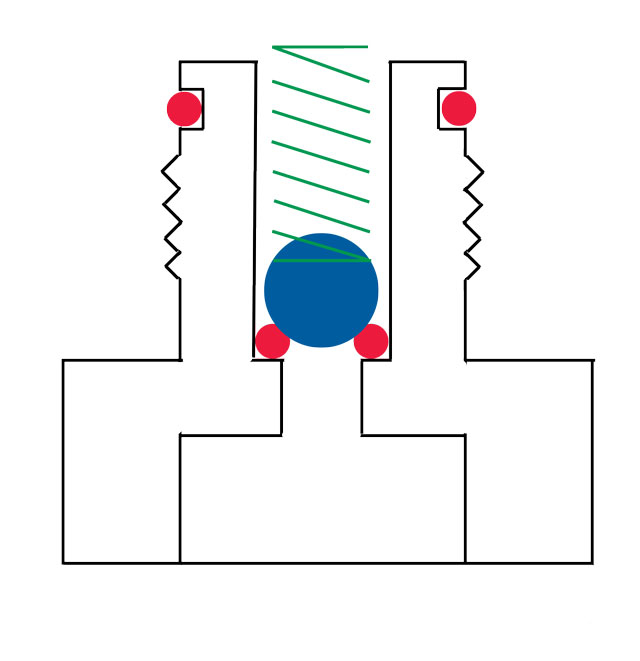
There are multiple types of check valves and each has its own benefits. We will briefly touch on the different types, here. First, is the most efficient type - in terms of maximizing flow characteristics. The swing check valve allows for maximum flow characteristics due to its design that reduces restrictions (i.e. a high coefficient of volume).
Regardless of the check valve style, we need to remember the cracking pressure. The cracking pressure determines the PSI at which the valve opens. Therefore, if a check valve has a cracking pressure of 2 psi it will not open until the plumbing system generates an operating fluid pressure greater than 2 psi. Below is a cross-cut section of a swing check valve:
Secondly, we have a ball check valve. This type of check valve has a preset mechanical spring that allows the valve to open based upon a pre-determined working pressure. These types of check valves are commonly used in high-pressure applications such as car and truck wash, but also within industrial and agricultural applications.
Lastly, there is a plunger style check valve. This style is pictured below:
Things to note when ordering a check valve:
Operating and maximum pressure requirements
Solution or product passing through the valve - check for chemical compatibility
A regulating valve can technically be any valve. In this sense, if you can constrict or control the flow by manipulating the opening threshold of the valve - you have just regulated the system flow.
To that note, we are going to look at this section with this one caveat in mind - a regulating valve needs to be remotely controlled. To do this, let's first look into electric motor driven valves.
There are certain types actuators of ball valves or butterfly valves that manipulate the flow rate of the solution by opening or closing the valve stem a to a certain degree. Without getting too technical this is done in conjunction with some type of flow monitor that is able to communicate with the valve actuator through a control mechanism.
This control mechanism can be a simple rate controller in a sprayer cab or as complex as a computer dashboard in a chemical production facility. The regulating valve communicates to the flow monitor through the system controller to reach and/or maintain the desired flow rate. This controller can be a simple rate controller or a complex computer system.
Regardless of the application - in order to remotely control a regulating valve we must have a controller that sends a signal to the valve based upon the desired flow rate of the operator.
As always, any application we want to confirm the solution passing through the valve, operating pressure range, and temperature of the solution.
Diverter Valves
A diverter valve functions very similarly to a remotely controlled regulating valve. The main difference between a regulating valve and a diverter valve lies within the functionality. A diverter valve is designed only to guide product flow through a system. Therefore, the most common example of this would be a three-way ball valve.
We look at this section with the same caveat in mind - a regulating valve needs to be remotely controlled. To do this, let's first look into electric motor driven valves.
The diverter valve would be remotely controlled through a similar mechanism as a regulating valve. The main difference is that the diverter valve "diverts" flow down fluid path A versus fluid path B - based upon the desired location sent by the controller or computer.
Foot Valves
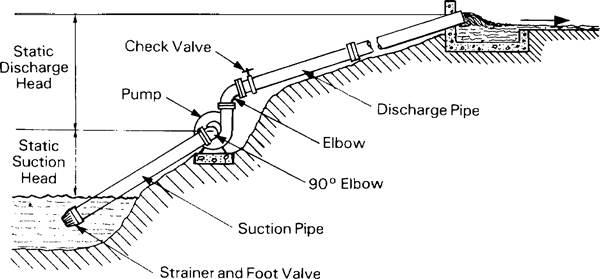
Foot Valves are commonly used in transfer systems that require the pump to maintain it's prime. A foot valve is essentially a type of check valve. Foot valves are placed at the beginning of a suction line and are generally designed with some type of a strainer or screen to protect the plumbing system from sucking in foreign objects.
If you recall the design of the check valve, you will remember that a check valve closes when there is backflow pressure applied on the spring check. This forces the valve to close and keeps the system suction line primed, with liquid - thus increasing the overall efficiency of the plumbing system. The less time it takes to prime the pump the more efficient the plumbing system becomes. Below you can view a diagram of a plumbing system that includes a foot valve, with strainer.
Relief & Unloader Valves
Relief and unloader valves are commonly used in higher pressure situations with positive displacement pumps. These valves are used to protect system components from dead-head scenarios. A positive displacement pump will continue forcing product downstream in a plumbing system until there is a system failure such as a burst pipe, fitting, hose, etc. Thus, the term: dead head scenario. To help combat this scenario, relief and unloader valves were designed. Here is a diagram that explains a relief valve scenario
This video will explain the difference between the two styles of valves. As always, Cat Pumps does an amazing job explaining content.
Back Flow Preventers
In any wash down application where an operation has a water supply line connected to a public water source then it's absolutely necessary, by regulation, to have a back flow prevention valve in place. We distribute for Watts and commonly sell these units in vehicle/fleet wash applications, industrial applications and fertilizer/chemical facility applications. A backflow prevention system products the main water supply in the scenario where a local business would have a system failure and back up chemical, fertilizer, hazardous material, etc. into the main water supply - backflow prevention systems inhibit this scenario from taking place.
Below is an example of a Watts back flow preventer
Float Valves
Float valves are used in a wide array of applications. Virtually anywhere you need to maintain the level of a supply tank - you can leverage the assistance of a float valve. Some common float valve product lines that we distribute and carry include BOB Valves, Jobe Valves, Hydro Systems, Kerrick Valve, Dema, Walters Control, and Suttner.
Below is a Dema liquid level proportioning control unit with a siphon breaker.
Another application that is extremely common with float valves is in the cattle industry. We sell a unit that allows the user to tie into a warm water source to keep stock tanks from freezing closed in frigid temperatures. The Ice Bull Automatic Ice Prevention System is engineered to automatically open when the stock tank water temperature falls below 42 degrees Fahrenheit.
When the Ice Bull sensor valve opens, .20 gallons per minute of warmer water bypasses the float valve and flows into the tank through the discharge hose. Then, when the water temperature rises above 42 degrees Fahrenheit, the thermo valve shuts off. The Ice Bull Sensor is pictured below:
In Conclusion
We hope that this has been a helpful guide to valves. While not all valve types are listed in this post, you have certainly enhanced your general knowledge and should be better prepared to choose the correct valve for your desired application needs.
Don't forget to confirm in any application - the solution passing through the valve, operating pressure range, maximum pressure, and temperature of the solution and always confirm chemical compatibility.
As always, thanks for stopping by and come back soon.
We recently traveled to Maui, HI. The tropical paradise, virtually, has it all. From breathtaking beaches to arid, Sahara-like, geography, all the way to volcanic rock. In our travels, it's hard to find an industry in which the products we work with don't have a footprint or an impact. In this instance, our example is High-Density Polyethylene Pipe (HDPE). However, let's hold there and get to the island stuff first...
Let's face it - when in Maui you could simply hang by the beach for the entirety of your stay and be able to soak in tons of the island life. However, for those more adventurous, I challenge you to explore all that this wonderful oasis has to offer. The Hana Highway is a unique adventure for those interested.
If you plan to take the Road to Hana - make sure you get a Jeep. The mini-van made it but may or may not have required an alignment check after the trek. From hairpin turns along the tropical mountainside to sheer cliffs among the arid ocean walls of the Southeast side of Maui, Mother Nature will treat you and leave you stunned at the beautiful sights.
The trip starts on the North shore of Maui and takes you past Jaws aka Pe'ahi - a popular surf destination on the island. From there one starts to climb - and climb fast. As you begin to make your way up Mt. Pu'unianiau you will wind your way through a seemingly endless amount of bridges, turns, and stunning views.
Don't forget to stop and get your banana bread - it's a little island secret but we don't want to give that away here. Just make sure where to ask to stop along the Road to Hana and you will won't be sorry that you did. It is absolutely, hands down, the best banana bread in the world.
Once you get through Hana you will begin making your way around the South side of the island - this is where the topography, as well as, geography begins to drastically change. What was once luscious jungle gives way to a Sahara-like climate.
Along the South side of Maui, you will come across the southern end of the Halekala National Park. Within this national park, you will be able to walk to the Oheo Pools or the Waimoku falls along the Pipiwai Trail. While embarking on the trek of this trail (3-mile loop) you will make your way through a bamboo forest that is truly remarkable. The gentle breeze creates a "clicking" and "clanking" that reverberates throughout the forest.
It was here, along the Pipiwai trail that we ran into our instructional scenario of the excursion. The park uses High-Density Polyethylene Pipe, or HDPE pipe for short, to transfer crystal clear water from the upper pools down to the recreational center hundreds of feet below, along the ocean shoreline.
HDPE Uses - An Extremely Versatile Product
We see HDPE pipe used from agricultural fertilizer applications to the petroleum industry in the oil fields and all the way to municipalities. The applications and uses for HDPE are endless. As the product is chemically compatible with a large number of solutions, it is a natural and obvious choice for many scenarios. Furthermore, it is an extremely economical option in comparison to steel or stainless steel pipe.
The ease of installation makes HDPE another enticing choice - a fusion machine allows installers to, essentially, weld the pipe together in what's called a butt fusion - which is an extremely robust and sure connection. Below is a simple video that illustrates HDPE pipe and a butt fusion weld to a 45-degree elbow.
While the majority of the applications, with which we are most familiar, are within the agricultural industry we do get into projects ranging from wash facilities to oil pipelines - and everything in between. If you have further questions about how HDPE pipe and/or fittings could be applied in your specific scenario don't hesitate to contact us. Here's to a wonderful 2018
Did you or your customers apply the product labeled as Resicore last season? Any issues with elastomers in pumps, seals, fittings, etc. failing? We had quite the troubleshooting experience with this product over the past 2017 season. Our partner, Dura Products, has invested a significant amount of resources to ensure this problem has been resolved. We feel confident in their findings and want to make sure that you are well informed when working with this product.
In the 2017 season we sold a significant amount of Dura Auto Batch Systems and ran into some seal failures at the two to four week operation period. Failure from a Dura Product after such a short amount of time is extremely rare and once Dura Products was notified they immediately went to work finding the culprit behind these seal failures.
Testing and Findings
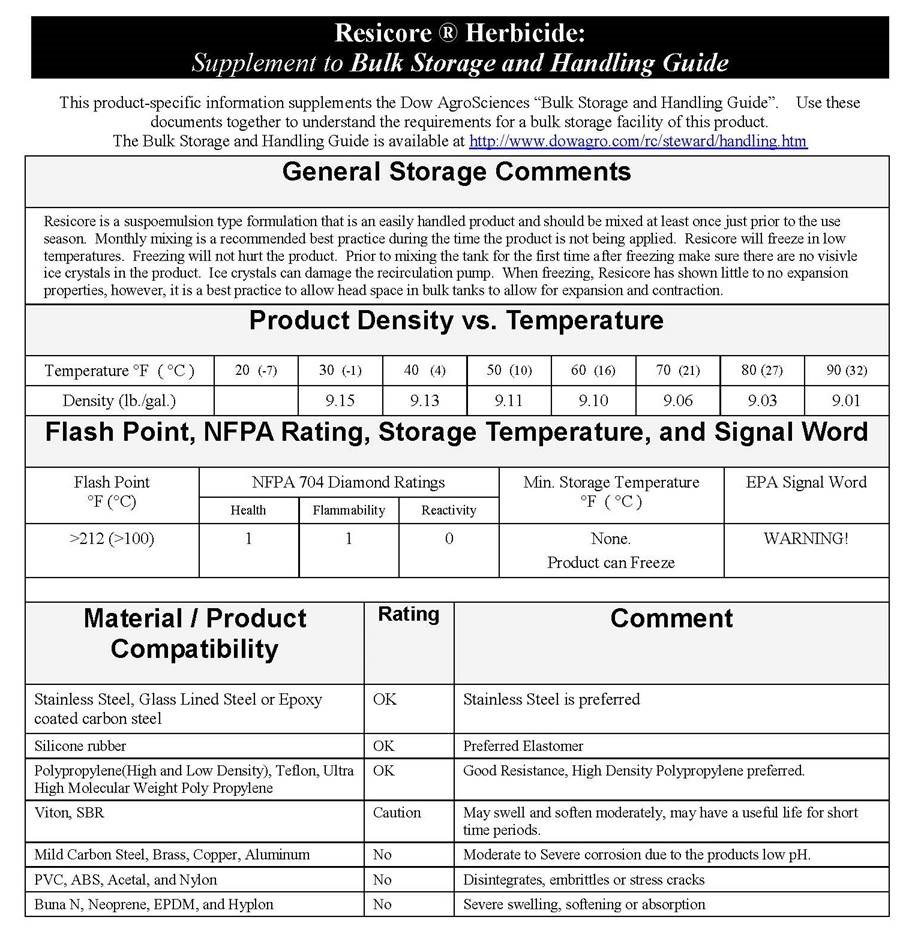
After weeks of research and testing, Dura Products concluded that the product, Resicore, could be causing the findings. Resicore is a Dow AgroSciences product which is used as a corn herbicide and was widely used in 2017 - there are thoughts that more will be applied in 2018. Once we were able to identify a common theme across these product failures Dura Products began testing multiple elastomers to determine their longevity when completely immersed in the solution. Here are the compatibility recommendations from Dow AgroSciences Bulk Storage and Handling Guide:
The only materials that are acceptable for constant contact and greater longevity with the product Resicore include stainless steel, Teflon, ultra-high molecular weight polyethylene (UMHW), High & Low-Density Polypropylene and silicone rubber. Of all these options silicone is the only elastomer that was found to be acceptable for constant contact- over an extended period of time.
Furthermore, it was found that polypropylene, a common plastic used in pump housings and pipe fittings, is actually only moderately acceptable. Dura Products' research found that polypropylene only lasts about 175 days before deterioration is evident.
The Solution For Resicore Transfer
We want to ensure that your products operate when you need them to operate and that they operate in the manner they are designed to operate. Research that Dow AgroSciences has provided and silicone elastomers that Dura Products has developed helps us to ensure that your operation continues to run smoothly.
If you are handling Resicore in the future you must be aware of the recommended compatibility of the wetted materials of construction for Resicore are Stainless steel, Teflon, Ultra High Molecular Weight Polypropylene, High and low-density polypropylene. The ONLY elastomer that you should be using is silicone.
Below is a photo of a soak test conducted by Dura Products: Viton seal on the left and Silicone seals on the right.
Throughout Dura Products testing and experiments, it was concluded that silicone was the best-suited elastomer for constant contact with the product labeled Resicore.
As you can see, Resicore has compromised the integrity of the Viton elastomer. It has also slightly discolored the O-ring. These are both clear identifying qualities of a chemical compatibility issue. Given the same testing parameters, the silicone elastomer held up just fine - as it is compatible with Resicore. Here is another blog post that further explains the importance of doing your research and homework to ensure chemical compatibility.
Whenever questions arise due to chemical compatibility, it's absolutely necessary to consult the material handling guide of the product you are applying or handling. In this instance, when reading the handling guide - Dow AgroSciences specifically states that stainless steel is preferred when transferring the Resicore product. The Resicore handling guide specifies these materials below:
Stainless Steel, Glass Lined Steel or Epoxy coated carbon steel - OK Rating - Comment: Stainless Steel is preferred.
Silicone Rubber - OK Rating - Comment: Preferred Elastomer.
Polypropylene (High and Low Density), Teflon, Ultra High Molecular Weight Polypropylene - OK Rating - Comment: Good Resistance, High-Density Polypropylene preferred.
Viton, SBR - Caution Rating - Comment: May swell and soften moderately, may have a useful life for short time periods.
Mild Carbon Steel, Brass, Copper, Aluminum - NO Rating - Comment: Moderate to Severe corrosion due to the products low pH level.
PVC, ABS, Acetal, and Nylon - NO Rating - Comment: Disintegrates, embrittles or stress cracks.
Buna N, Neoprene, EPDM, and Hyplon - NO Rating - Comment: Severe swelling, softening or absorption.
In Conclusion
Always make sure that you consult the label of the product which you are applying and/or handling. Furthermore, we are happy to continually be a source knowledge such as this blog post. If this post was useful and relevant please, don't hesitate to share it with your friends and colleagues. Take care.
With the big shift in application products and techniques taking place in 2017, many of the foundational principles still remain in 2021. The biggest principle is to ensure that you "stay on label" when applying Dicamba products. Strict adherence to label instructions will help reduce liability greatly. We know that wind and humidity are major factors when selecting application day(s) and time(s). Now that the country has a few solid seasons of good spraying data, we can look back and use the data to help us continue to progress forward and improve applications.
One major change to the market place since this blog was posted back in October of 2017 is the Bayer-Monsanto merger. This merger has brought together two titans in the ag-chemical world and has further consolidated the marketplace. In the write up below there is some good information regarding application and snapshot in time of where we started out when not much was yet known with these products.
One thing is for certain - Dicamba is here to stay and we, as an industry, need to continue to stress the importance of training and proper application techniques. Firsthand experience tells us that these products, when applied correctly, smoke RoundUp Ready resistant weeds. Our farm on the Nebraska/Kansas border has much cleaner fields after having made the switch two seasons ago. But, Mother Nature always finds a way to survive....That begs the question - how long before we start to see Dicamba-resistant weeds?
Update 10/10/2024: Court rulings in 2024 have led to changes in what products are allowed. You can learn more here.
Dicamba Leading up to 2017 and In-Season 2017
Herbicide-resistant weeds have been expanding across the country for the better part of the past decade. Crop protection product companies such as Monsanto and Dow Chemical along with seed companies such as Syngenta have come up with multiple options to help combat these pestering weeds. The most promising solution appears to be within the Dicamba-resistant strains that were first made available for the 2017 season. Even before these seeds began appearing in fields in early 2017 there was a significant amount of skepticism.
Many people shared the sentiment that Dr. Kevin Bradley expressed at the Wisconsin Crop Production Association annual meeting in January 2017. Dr. Bradley stated, "There is no question the Dicamba option is coming, there's no question about it. But it's another question altogether whether we can steward this technology, and time will tell if that's true or not." He also pointed out the volatility of Dicamba and how finite amounts of this product could damage crops.
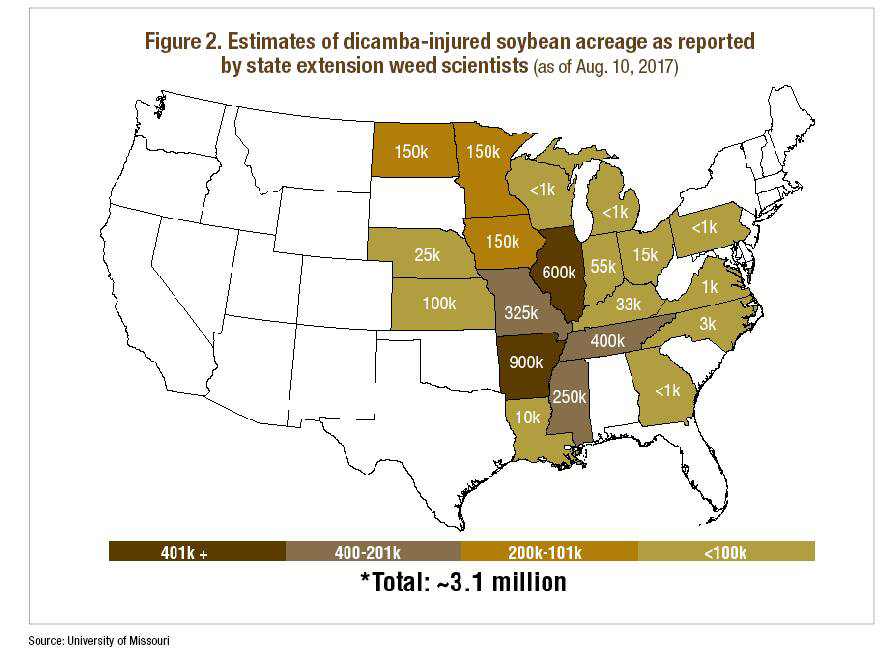
By the middle of 2017 states such as Missouri, Arkansas, and Tennessee had already received multiple complaints from growers of suspected Dicamba damage. It is estimated that more than 3.1 million U.S. acres have suffered from Dicamba-related crop damage (Crop Life: Special Report Managing Weed Resistance). Arkansas is actually on the verge of banning the application of Dicamba products - completely.
Even if it doesn't get banned it has been voiced that application restrictions will make it virtually impossible to actually apply the product. For example, if you can only spray the product with winds between 3-10 mph you don't have much of a window in the Midwest. We don't have too many days during spray season with winds between 3-10 mph. By the time you're able to actually spray (within regulations), it's too late because the weed plant is too far along to actually kill. This scenario is speculation, but is certainly a real possibility.
The Wall Street Journal reported that Monsanto actually sued the Arkansas State Plant Board in October. This came after the board's decision to ban Monsanto's new herbicide. Monsanto claims its herbicide is being held to an unfair standard. Arkansas has been the focal point of complaints with almost 900,000 acres of crop damage reported. It is noted that farmers in 25 states have submitted more than 2,700 claims to state agricultural agencies. The complaints share the common theme of neighbors' Dicamba spray drift and account for 3.6 million acres of total reported crop damage.
Dultmeier Insight from In-Field Observations
Our traveling sales representatives found evidence of Dicamba-related damage in a widespread area of our travels. The conventional beans that were affected appeared to be "cupped". The plants didn't canopy until later in the season - much later than normal. We will start to know how much of an impact this chemical had on yields as the combines get in the fields and begin to report yields. Some actually thought it could have a positive impact on yields since 2,4-D is a growth killer.
Some of the Dicamba products are derived from the chemical 2,4-D which basically grows a plant to death by oversupplying it with hormones. The thought process behind this theory is that if the plant pulls through the "cupping" stage and comes out of it, the farmer could actually see a yield bump. Again, that theory is yet to be proven...Below is an image of soybeans cupping due to Dicamba damage.
Even though many conventional fields were harmed there were much cleaner soybean fields this summer versus 2016 - at least in the areas we traveled. The conclusion being, it worked - for those fields that were Dicamba-resistant seeds. But we did see a number of conventional fields that looked awful. They looked awful from the perspective that the soybean plants were small and sickly looking. That being said - weeds were not present - so you can make the argument that the Dicamba did kill the weeds.
Drift is a major topic when the phrase "Dicamba" is brought up. We even had one customer in the Polk, NE area that mentioned they witnessed product from an applied field actually lift up and move to an adjacent field a week after it had been applied - an entire week later! You can ask the chemical companies and they will say that's not possible. The proof is in the pudding, folks - there are many instances similar to this over the past year. If we have learned any lesson, it's that these Dicamba products are extremely volatile and we must continue to educate, educate, educate.
Training and How Crucial It Is
There is a simple and basic rule to follow: The Label is the Law. If you are applying a product with a spray tip that is not on the label and you damage a neighbor's crops - you're liable. If you are running a spray tip that is on-label, but operating out of the required pressure range or spraying in too heavy of wind and damages a neighbor's crop - you're liable. The days of using one tip for every chemical applied are long gone. An applicator must be 100% certain they are operating within parameters specified on the product label.
Always consult your label if you have questions about what application products or techniques you should be using. For instance, a common theme is wind speed. Labels limit wind speeds between 3-10 mph on many of the Dicamba products.
It has been mentioned that during periods of high temperatures and high humidity vapor drift can readily be witnessed up to three days after application. Recall our example from Polk, NE and know that vapor drift from inversion has been documented outside that three-day window. What is inversion? Inversion takes place generally from 3 pm to 8 am the following day.
Generally, air near the ground is warmer while the air higher up away from the earth's surface is cooler. When an inversion takes place the opposite happens. Colder air is closer to the earth's surface and the warmer air is higher up - away from the earth's surface. This phenomenon can commonly be seen in the fall around harvest time - when soybeans are cut and the dust hangs in the air it can be reasonably assumed that an inversion is taking place. Tiny spray droplets will "hang" in the colder air and can float around on slight breezes.
Driftable fines of these Dicamba-based products have been found to drift miles from the application site. Due to this fact, the spray tips that are approved are those that create a larger and coarser droplet through air induction. Such as Teejet's Turbo Teejet Induction Nozzle.
There is a wide selection of approved tips from various manufacturers such as Wilger, Hypro, Teejet, and Greenleaf. Remember, always consult your specific product label to ensure the tips you are choosing from are actually approved - you need to be on-label to safely and responsibly apply these products. Furthermore, you can visit these chemical websites as additional resources: BASF - Engenia & Monsanto - XtendiMax.
Update 10/10/2024: Court rulings in 2024 have led to changes in what products are allowed. You can learn more here.
As of mid-October 2017, Monsanto has voluntarily proposed to offer further educational programs to ensure farmers have success with the Roundup Ready Xtend Crop System for the 2018 season. These updates include mandatory training, new recordkeeping requirements, and a Restricted Use Pesticide (RUP) designation. This will limit the sale and use to certified applicators or those acting under their supervision. All of these steps are supported by the Environmental Protection Agency (EPA). The new recordkeeping requirements will better track label compliance and help protect farmers using the Xtendimax system - as long as they follow the product accordingly - adhering to all label instructions.
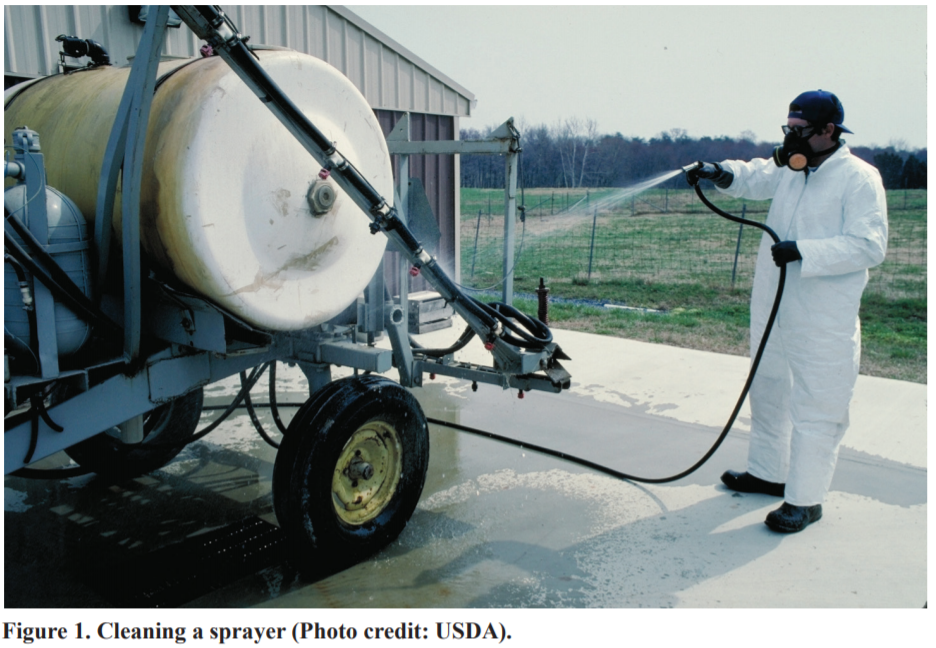
Equipment Rinsing & Maintenance
Thorough clean-out is a must for any equipment used in Dicamba application. Applicators must keep the sprayer completely clean after Dicamba applications. Due to the volatility of the product if there is any residual left in the plumbing system of a sprayer it will be applied at the next application site and drift from there. Triple rinse with fresh water has become the industry standard. Check out this other blog post for rinse-out techniques and tips.
This triple rinse process includes the entire plumbing system - strainers, screens, dead spots in the booms, nozzles, valves, pumps, etc. Hypro has designed their Express Boom End Cap to aid in flushing booms. Similarly, Wilger has come up with their own design to fit CASE IH Patriot sprayers. Both of these products help eliminate dead space in the boom where residual chemical builds up and can cause headaches - major headaches when dealing with Dicamba products.
Furthermore, we have had a small handful of customers actually install chemical weighing systems solely for the dispensing and selling of Dicamba-products. This keeps the product completely and totally isolated from any others in their inventory to avoid contamination.
Moving Forward and What that Means for Dicamba
So what does all of this mean for the future of Dicamba-products and how widely used they will or will not become in the near future? One side can make the case that due to the number of claims and issues that were found this past season, more farmers will plant the Dicamba-resistant seeds in 2018 as nothing more than an insurance policy. After all, we did hear, in a number of instances, that growers actually planted the Dicamba-resistant seeds in 2017 solely as an insurance policy. They knew their neighbors would be spraying Dicamba and chose to use this method as an insurance policy.
The other side could argue that due to the widespread damage created by the conventional seed vs. Dicamba-resistant seed issues this past year we might not have any Dicamba-resistant seeds available for 2018 planting. Arkansas is leading the regulation wave here. They are about one step away from banning Dicamba-based products altogether, at the time of this writing. There are a handful of other states that are leaning in this same direction. However, there are times when the market will actually overtake regulation. Demand is a powerful force and we could see that process take effect very soon.
In my travels as a territory sales representative over the past four years, I have seen glyphosate-resistant weeds migrating north from central Kansas to central Nebraska - over 300 miles. Each year the soybean fields get dirtier and dirtier - and the number of dirty fields has been increasing - at an alarming pace. 2017 was the first year I actually noticed a number of fields that were "clean".
Weeds raise hell not only on crops, but on equipment as well. Some fields have gotten so bad that one cannot run a combine through them. They were just cut for silage. We heard of many instances where growers spent twice their normal budgeted amount on combating/controlling weeds in 2017.
When it gets to the point where you spray a field five times (I heard this nightmare more than once) and still cannot get a kill on the weeds - you need to do something different. A wise old man by the name of Albert Einstein once said, "Doing something over and over while expecting different results is the definition of insanity."
"The vast majority of farmers using our low-volatility Dicamba product have had tremendous success in 2017, both with on-target applications and good weed control," says Ty Vaughn, Monsanto's Global Regulatory Lead. "The product was extensively tested for volatility and other forms of off-target movement before it was made available to farmers this season. We are confident XtendiMax can continue to be used successfully in the System next season."
Mother Nature is forcing our hand and we need to adopt alternative methods to combat weeds. Say that Dicamba-based products are outlawed. It doesn't mean it will keep growers and producers in this country from finding a way to improve their yields and solve this weed issue. The market creates the demand and demand is a powerful force.
Evidence of Susceptible Crops Nearby (Date that this Review was Conducted)
Start and Finish Time of Application (include AM or PM)
Pre or Post Emergence Application - if Post Emergence Notate How Many Days After Planting
Air Temperature at Boom Height at Start and Stop Times
Wind Speed and Direction at Boom Height at Start and Stop Time
Tank Mix Partners - Including all Non-Pesticide Products. If Other Pesticides are Included, Records Must Show EPA Regulation Numbers for Each Product
Spray System Cleanout Procedure. At a Minimum, Records Must Indicate Spray System Was Clean Before Application was Made and What Cleanout Procedure was Used. Date of Cleanout is Required
Furthermore, each state may go above and beyond the requirements listed here so be sure to check your local state regulations BEFORE applying RUP products.
If you enjoyed this read, please, feel free to share with family, friends, and/or associates. Be safe out there.
As winter approaches, it's essential to prepare your sprayer for the colder months ahead. Properly rinsing and winterizing your sprayer not only extends its lifespan but also ensures it will be ready for use when spring arrives. In this guide, we'll walk you through the necessary steps to rinse out your sprayer, protect key components, and prevent freeze damage.
Step-by-Step of How to Properly Winterize a Spray Unit
In order to begin you need to ensure that your entire system has been evacuated of the solution(s) you were spraying with the unit. That means you need to evacuate the pump housing, hoses, strainers, tank(s), spray wands, etc. Start at the tank and run through the entire plumbing system - no component of the system that comes in contact with liquid should be left out of this process. If something is neglected, odds are good that you will have issues when you go to start up next season. Let's avoid that at all costs. Here's how....
Rinsing Your Sprayer
Any system should be thoroughly flushed with clean water. Industry standards recommend a triple rinse. Add one-half tank of fresh water and flush all tanks, lines, booms, nozzles, wands, etc. for no less than fifteen minutes. Do this using a combination of agitation and spraying. Remember that rinsates(the solution you create while flushing your system) do contain residuals from your system. Therefore, any pesticides, herbicides, fungicides, etc. that you were spraying will be flushed from the system out of your orifice(s). Do not allow rinsates to flow into streams, rivers, ponds, lakes, floor drains, sewers, or sinks.
It's best practice to use containment pads such as these to collect rinsates and then apply them to labeled sites at or below labeled rates. If possible, consider rinsing the system at the application site. Furthermore, the product label should specify best rinse practices - always consult the product label. Lastly, proper protective clothing should be worn to avoid chemical contact with any exposed skin.
Remember, many of the chemicals out there are designed to kill living organisms - that means it's not good to get it into your bloodstream. If you do get any product on exposed skin make sure to wash the contaminated area with soap and water immediately, for no less than 15 minutes.
Flush Out Sprayer Components
This is also a good time to clean strainers of any debris that was picked up during the past season. By performing this task you will help ensure that you don't starve your pump and blow out seals when you start up next season. Here is another post on pump cavitation to further explain how detrimental this can be. Sloppy clean-up practices are a main cause of equipment failure or malfunctions. You're here to prevent that and avoid expensive downtime.
You can create a cleaning solution by doing the following:
Fill the tank with fresh water and the recommended cleaning solutions or tank cleaner.
Agitate this solution for no less than 15 minutes.
Add one of the following to 50 gallons of fresh water.
Two quarts of household ammonia (let sit in sprayer overnight for herbicides such as 2,4-D or Dicamba. It's recommended to consult your label for recommended cleaning agents*)
Or add four pounds of trisodium phosphate cleaner detergent. (It's recommended to consult your label for recommended cleaning agents*)
Operate spray booms or wands long enough to ensure all lines and orifices are filled with the cleaning solution.
Let the solution stand in the system for no less than three hours.
Agitate and spray the solution onto suitable areas for rinsate solution.
Add more fresh water and rinse the system again by using a combination of agitation and spraying.
Remove strainers, screens, regulators, etc. and clean in a separate bucket of your cleaning solution.
Rinse and flush the system again with fresh water.
Don't neglect the fact that, any product left in the plumbing system, that is allowed to dry, is much more difficult to remove and will eventually build up enough to plug lines and orifices. Plugged lines and orifices not only decrease the overall efficiency of your plumbing system, but will bring about a slough of other headaches. Always wash down the external portion of the spray unit at the wash site, as well. This helps to remove any external residue that the unit collected via spills or drift.
Making Sprayer & Sprayer Pump Repairs
Next, let's move on to the pump itself. Remove the pump from the drive unit - generally on most skid sprayers this will be a gas engine. It's always best practice to take the pump completely apart BEFORE you order repair parts. For instance, you may order a complete overhaul kit and find that you really only needed to replace some gaskets. We strongly recommend to get the pump opened up and thoroughly inspect it.
Once you have completed this and have drawn up your parts list - only then should you order repair components. We have an extensive parts breakdown file, to help you identify the correct parts you need. In order to use this resource you need to know the manufacturer, pump type, and model number. Click here for access to our Parts Resources. For additional resource videos see below.
Hypro 7560 roller pump Repair Video:
Hypro D403/AR403 Pump Repair Video:
Prep Sprayer For Storage
If you absolutely need to store your unit outdoors over the winter make sure to remove all hose and any polymer (plastic fittings, connections, etc.) Some companies recommend adding lightweight oil such as diesel fuel or kerosene to a system for off-season storage. We don't recommend this as oil-based products don't like EPDM elastomers. For this reason, we suggest using a 50/50 mix of RV antifreeze and water. We recommend this treatment for your entire plumbing system - whether you store your unit indoors or outdoors.
The reason we recommend this treatment is based on experience. We have had customers store units in temperature-controlled environments, during the off-season, only to have their heat source fail. This resulted in the pump housing cracking due to their own negligence. If they had charged the system with a solution that would not freeze they could have avoided an expensive surprise come spring.
Here is another post on chemical compatibility and how it's worthwhile to perform due diligence. Run this solution throughout the entire plumbing system for a minute or two in order to ensure that your total system is winterized and safe from freezing.
It's also recommended to remove all gauges and store them indoors if possible. Change out your oil if you are running a diaphragm pump unit - this ensures you are ready to rock-n-roll come go-time next spring. Remember, the main reason for failure or malfunction in any spray system is neglect and improper maintenance. Lastly, make sure to replace air/oil filters on your gas engine. Don't forget to add a fuel stabilizer treatment to your engine and run it for a few minutes to ensure the treatment reaches all internals of the engine.
Before You Go
If you can ensure following these steps in your post-season shutdown process we know you will be in much better shape come next season. All of your equipment should be good to go and ready when you - and more importantly - your customers need it to be. Thanks for stopping by and have a great off-season.
Sources:
Some of the information in this post was found through The University of Nebraska-Lincoln the Cleaning Pesticide Application Equipment publication from August 2013.
Have you ever encountered a nightmare situation where a hose miraculously turns into an icky, nasty, pasty goop? Or how about a pump that starts leaking from virtually every connection point and fitting? What about a fitting that has a pinhole worn through it after only a few days in service? These are all scenarios we have witnessed and can help prevent. Here's how we are going to get you set up with correctly identifying chemical-compatible products and solutions from the get-go.
Importance of Ensuring the Chemical Compatibility Between Solutions and Product Material Used
It is extremely important when working with any variety of chemicals or solutions that pumps, hoses, fittings and safety items are correctly matched for chemical compatibility. Most manufacturers offer chemical resistance charts for their specific product lines and are readily accessible when required. Check out a thorough chemical compatibility chart from Dura Products in our Resources Library. And if that chart isn't enough here is another resource for you. For the safety of you and your employees, it is critical that a proper analysis is made between the solutions you will be handling and the products used to transfer those solutions.
Product Warranty Issues
Also, most manufacturers will not warranty products for compatibility issues if an analysis was not properly completed - prior to product use. If it is concluded that a specific chemical compatibility issue caused a product to fail or perform there will be, in most scenarios, no warranty granted by the manufacturer. Failure to perform a proper chemical compatibility check prior to solution handling could result in catastrophic failure of your equipment and extensive unnecessary costs due to downtime and repair/replacement of equipment and components.
Common Incompatibility Issues between Product Material and Solutions based on our Experience
We have seen EPDM hoses turn to mush when used to transfer oil-based products. Similarly, we have witnessed pump elastomers (seals, O-rings, gaskets) completely deteriorate and create an environment where metal is creating friction against metal inside of pumps. Without elastomers inside a pump, it cannot function properly. Furthermore, we have seen PVC fittings completely deteriorate after only one to two weeks in service.
All of these scenarios could have been avoided had the operators approached us beforehand and identified the solutions to be transferred with their initial choices of products. Should you ever have questions about chemical compatibility - don't hesitate to contact us - that's what we are here for.
Common construction materials for pump bodies and housings are Polypropylene, Stainless Steel, Cast Iron, Kynar (PDFV), Brass, Bronze and Aluminum. Materials generally used in constructing pump seals are Viton, EPDM, Buna, Hytrel, Teflon and Santoprene. Common construction materials for fittings and accessories, such as strainers and valves, include Polypropylene, Nylon, Brass, Stainless, Cast Iron and Acetal.
Hoses and tubing are generally constructed of Buna, EPDM, Viton, Teflon, PVC, EVA, Polyethylene or Neoprene. That being said, your specific application could call for a unique material to be used - given the parameters of the solution you are transferring.
Next Steps - Identifying Suitable Product based on Solution
Once we have identified the solution we are transferring we can then determine what products are suitable for the transfer of that solution. Here at Dultmeier Sales we don't guess - we want to do as much as possible to ensure chemical compatibility from the start. If there are ever questions as to what a solution consists of - you should acquire an SDS or Safety Data Sheet. This document was formally known as an MSDS (Material Safety Data Sheet).
By acquiring an SDS we are able to see the highest concentration of a substance in a percentage breakdown. It is always best practice to find a product that can safely handle all substances that make up a solution. That being said, that is not possible in every scenario. In those instances, one should identify the top substance(s) and locate a product that is chemically compatible. Safety items such as gloves, aprons, boot covers, and arm covers are commonly offered in Neoprene, Nitrile, Latex, PVC.
The first step for proper handling and transfer is to check both the body and the seals of your pumps for compatibility against any number of chemicals. Remember to consult the SDS of the product(s) you are handling. The pump body may be rated to handle a specific chemical but the seals may not. Also, valves and diaphragms need to be reviewed as does any material that will come in contact with a specific chemical or solution.
If we don't perform this step our operation will most assuredly come to an inevitable halt - due to failure to properly identify chemical compatibility. Another note to be aware of is that if you choose to mix multiple chemicals and transfer with one pump - we cannot definitively say what chemical reactions will take place with your elastomers, hoses, fittings, etc.
When you mix multiple chemicals together you have just altered the chemical makeup of the solution. We recommend avoiding this scenario unless you are certain the products you are mixing are like products.
If the pump construction is compatible, next check against fittings and hose that will be used in the application. We cannot stress this enough - always check compatibility with any and all items that will come in contact with the chemical or solution. As a general rule Kynar and Teflon are used for very aggressive solutions but are at the high end of the cost spectrum.
There are some more economical options in EPDM, Viton, and Buna. EPDM and Viton may work fine for soaps, waxes, and some herbicides and/or pesticides. Do note that Buna is not suitable for many agricultural chemicals, but is compatible with petroleum-based solutions. While EPDM is compatible with many chemicals, it is not suitable for oil-based products - stick with Viton or Buna in those scenarios.
Key Parameters to Consider: Temperature & Pressure
Furthermore, it is important to confirm temperature and pressure as these two variables can also affect compatibility. Temperature and pressure should always be taken into consideration as they can vary with every application or between applications. For instance, a chemical may respond differently to changes or fluctuations in either temperature and/or pressure.
The fluctuations may actually cause the chemical to completely alter its structure and no longer be compatible with elastomers or products that were previously identified as chemically compatible. Long story short, you may be fine transferring and handling a product at ambient temperatures but may find an issue at higher temperatures or pressures.
Remember to check for compatibility with all of the item groups above. Any chemicals or solutions that you may be handling or transferring should always be confirmed with an SDS - if chemical compatibility is in question. Think chemical compatibility first for the safety and protection of yourself and others. Furthermore, we want to ensure greater longevity and performance of your pumps, valves, fittings, and hoses. Request a Free Catalog here.
If you enjoyed this post check out our technical library for more resources. Can't find what you're looking for? Give us a buzz or drop by our website. Be safe out there.
One must always keep in mind that it is extremely crucial to have proper ventilation - IN ANY tank that holds liquid. A tank vent may seem like a small component of the system, but it is absolutely necessary. If there is a pump attached to the tank and that pump is drawing suction from said tank, it is imperative to properly vent the tank.
Without proper ventilation one can turn a rail car - as seen in the video above - into a pop can. Do note, that tank above is a standard liquid transport rail car and weighs approximately 68,000lbs (34 tons) with a minimum wall thickness of 7/16IN plated steel. Bottom line - make sure you have a tank vent installed in any tank you use.
Even in the smallest of tank applications, it is absolutely prudent to install a vent in every tank. We have seen many applications over the years where a turf applicator, using a small 50-100 gallon tank, did not properly vent their tank and collapsed the sidewalls by using a small transfer pump. A vacuum can be created rather quickly in many plumbing situations.
Another example is commonly found in the retail fertilizer industry. Many companies will pull from 275 gallon cage totes with concentrated chemical and dispense into smaller containers or mix with other products. If these polyethylene tanks do not have a tank vent and are, therefore, not vented properly, they too will collapse.
This does not only happen in transfer tank scenarios. There are many applications in which actual bulk storage tanks have collapsed due to the creation of a vacuum in the plumbing system. When a pump is starved of liquid, it will begin to cavitate. We will have a future post on what pump cavitation is and how to avoid it. In larger bulk tank storage scenarios we have seen tank vents become clogged up with dirt, debris, bugs, etc. This happens from simply being exposed to the environment. The inspection of ALL tank vents should be written into any annual or bi-annual safety inspection protocol.
With ever-increasing OSHA regulations, this task could be difficult to accomplish without repercussions. OSHA does not want employees on top of storage or transfer tanks for obvious safety reasons. Should they find a company employee on top of tanks, potential fines could be imposed. That being said, if no one is inspecting tank vents how do we prevent tank collapses from happening more often?
Below are a couple of images of bulk tanks that were sucked in or "collapsed" due to pump cavitation. The cavitation was so great that it essentially created a full vacuum and collapsed the tank walls. A tank collapses because a complete vacuum has been created in the plumbing system and, due to the tank having the largest surface area, it is generally one of the weaker points in the plumbing system; relatively speaking.
A vacuum is the absence of pressure. If there is no pressure internally, there is no force to combat atmospheric pressure. There is and always will be a constant force (atmospheric pressure) acting on the exterior of the tank walls. Atmospheric pressure is 14.7 pounds per square inch. When a full vacuum is created there is no internal pressure in the tank to combat atmospheric pressure (external force) and the result is evident in the video above.
In smaller applications, such as a spot sprayer or small acreage spray unit, a basic vented lid cap can be used to avoid tank collapse. Do note, that the user will see some slosh or spillage come out of the vent. This is normal as the vent is doing what it is intended to do - allowing the tank to exhaust internal pressure and "breathe". Even in small tank applications like this spot sprayer, it's critical to have a vent. Many solutions will tend to vaporize as they warm up. This causes an expansion due to added volume that the vapor creates. Without a vent, an end user will notice a swelling in even the smallest of tanks.
Many smaller vent caps are simplistic and just have an internal spring. The spring acts as a relief valve and exhausts the pressure in the tank. Furthermore, the vent allows air to enter the tank, as well - it's a bidirectional valve.
Therefore, when pressure builds in the tank - due to product heating up, expanding, or vaporizing - the tank valve allows that pressure to be released or exhausted. Thus, a vent can work in two different ways.
First, it helps a tank from collapsing in on itself if a vacuum is created in the plumbing system. As seen in large tank pictures above, we can do the same thing to smaller tanks if we create a vacuum in the plumbing system. Secondly, the vent allows a tank to breath outward if the liquid inside the tank begins to vaporize - when a liquid vaporizes and turns into a gas it actually takes up more space. This can be seen with a small plastic gas tank if left out in the sun. While a tank can collapse inward it can also rupture outward.
The bottom line, key takeaway from this discussion topic - always use a tank vent valve to ensure that your tank remains in service and you don't have a major mess on your hands. If you have further questions don't hesitate to give us a shout. Your Experts in Delivering Fluid Handling Solutions - We Know Flow!
The fall/spring application of the fertilizer Anhydrous Ammonia, also known as NH3, is always a hectic time for those in the agricultural industry. The race to get the precious fertilizer in the ground is fast-paced and everyone is running like gangbusters. Every season fall/spring we field phone calls that stem from concern due to the reliability and service of ammonia hoses.
This post should clear up many questions and will provide some valuable education to you and your team. Below you will find a listing of common questions we run across throughout a season. As always, we are happy to help share our wealth of technical knowledge and experience.
Common Anhydrous (NH3) Hose Questions
Residue on NH3 Hose Exteriors
Question: At times a residue forms rings or cones all over the cover of my anhydrous ammonia hose. This residue resembles or looks like white spots.
What causes this residue to appear and what is it?
Answer: Anhydrous ammonia hoses are designed to allow a small amount of gas through the wall of the hose. This is known as pinpricking and it is a safety requirement. This allows trace amounts of NH3, to permeate through the tube. The pinpricks allow minute amounts of anhydrous ammonia to easily escape into the atmosphere through the hose cover. There is such a trace amount of anhydrous ammonia being released that it is not harmful.
A hose that has been improperly pricked will cause the cover to blister and eventually blow out - this is the same for a hose that has not been pricked at all. A hose blows out when NH3 becomes trapped between the layers in the hose, heats up, and vaporizes - thus causing rapid expansion and bursting through the hose cover.
The single drawback to pin pricking is the residue that is left on the hose and the resulting appearance that the hose is somehow defective, after use. Remember, as the anhydrous ammonia escapes through the pinpricks it comes in contact with the atmosphere and forms the white residue that many operators commonly see throughout the season. The color and consistency of the residue are affected by the amount of dust and relative humidity present in the atmosphere.
This residue does not indicate a defective hose and in no way should be viewed as a problem or unsafe situation for operators. Furthermore, it is a reminder of this built-in safety feature of the anhydrous ammonia hose and that it is, in fact, working as intended.
NH3 Hose Basketing
Question: My stainless steel braided anhydrous ammonia hose has ballooned out behind the coupling.
Why is this happening?
Answer: The symptom described above is referred to as "basketing". Basketing is the result of the thermal expansion of trapped anhydrous ammonia in the hose. By design, the hose is intended to expand in a controlled fashion when this over-pressurization occurs. Most commonly, a user will see basketing form behind the coupling - this intended consequence is meant to keep the NH3 hose from a catastrophic blowout.
Thermal expansion generally occurs when anhydrous ammonia remains or leaks out of a shut-in hose assembly and is allowed to heat up or "cook" in the sun. Extremely high pressures occur, internally, as the black hose is exposed to sunlight for extended periods.
It is highly recommended that all hose assemblies be emptied before storage and downstream valves are checked for compliance and acceptable operation regularly. Furthermore, hydrostatic relief valves should also be checked for correct operation and compliance pressures depending on state and local fire marshal requirements.
Anhydrous Ammonia Expected Service Life
Question: What is the expected service life of an anhydrous ammonia hose?
Answer: Factory-assembled NH3 hose assemblies come in three variations that each have a different service life. Each type is labeled with a removal date. Here is the life span for the different ammonia hose assemblies that we carry at Dultmeier:
Goodall New Hose Expected Service Life - When Coupled by Authorized Goodall Locations:
Recommended Anhydrous Ammonia hose maintenance and care instructions:
New Hose
Ensure you have the correct hose. All Anhydrous Ammonia (NH3) hose will be strip branded, stating that the hose is for Anhydrous Ammonia, the working pressure, the name of the manufacturer, and the month and year the hose was made.
Make sure the couplings are properly put on. After the hose is charged with anhydrous ammonia, check that the couplings are secure and that they have not moved.
Ensure that the new hose is free from cuts, gouges, and imperfections. Perform a visual check of each hose in service. Run your hand down the length of the anhydrous ammonia hose, checking for soft spots.
Never secure the coupling in a vise when attaching valves.
Goodall highly recommends that all relief valves be replaced at the same time a new hose is installed.
If any of the above imperfections are found to be existent, remove the hose from service immediately.
Used Hose
An anhydrous ammonia hose that is currently in service or has been carried over from the previous year:
Applicators should remove anhydrous ammonia hoses from the nurse tank(s) before winter and store in a cool, dry place. Keep away from direct heat and any motors that are operating. The best place to store an anhydrous ammonia hose is to hang the hose in a vertical position from the shoulder of the coupling. By doing this one relieves stress on the hose. The hose will be out of the way so as not to be damaged by individuals walking on it, trucks driving over it, or anything being piled on top of it. Furthermore, the storage of anhydrous ammonia hoses indoors prevents damaging UV rays from the sun ruining the hose.
NH3 hoses should be checked in the spring in the same manner as a new hose is inspected - this way the user ensures that an Anhydrous Ammonia hose is, in fact, an Anhydrous Ammonia hose.
Each hose should be checked at least daily, if not each time the hose is used, to ensure proper function. Make sure to check for movement of couplings, cuts, gouges, or cracks in the cover. Check for any soft spots - this is done by running your hand down the entire length of the hose.
Should any of the above imperfections in an anhydrous ammonia hose be found, immediately remove the hose from service.
Always remember - visual and manual inspections SHOULD BE DONE DAILY.
Don't hesitate to contact us should you have any questions. Be safe out there...
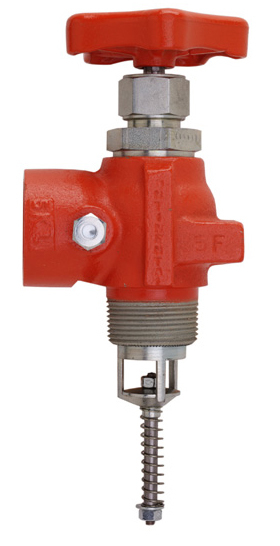
Ever wondered why some anhydrous nurse tanks empty faster than others, or why your flow rates seem to fluctuate without warning? The secret lies in understanding the nuances of liquid withdrawal tank valves and the plumbing from nurse trailer to the tool bar affects the flow of anhydrous ammonia. In this post, we'll uncover the factors that alter these flow rates and reveal tips that can help you boost your efficiency.
Understanding Characteristics of Anhydrous Ammonia
Anhydrous Ammonia or more commonly known as Nh3 is a common fertilizer that provides a wonderful supply of Nitrogen to crops. First and foremost, let's get some basics down on this fertilizer. In its natural state, Nh3 is a gas. When pressurized, the anhydrous ammonia converts to liquid form. By pressurizing a vessel such as a nurse tank we can transport the nitrogen rich fertilizer from a bulk storage facility to the field. Because anhydrous ammonia is a gas, in its natural state, it wants to return to that state. Therefore, any pressure drop in a plumbing system allows the liquid to vaporize.
Once Nh3 vaporizes the plumbing system becomes exponentially less efficient and, therefore, you as an applicator become less efficient. Bottom line - if you have a poor or inefficient plumbing system you will spend more time in the field. Because you have to run your tractor at slower speeds in order to apply the same amount of Nh3. The longer we are able to keep the anhydrous ammonia in liquid form, the less product we lose to the atmosphere as it exits a knife orifice.
Testing Nurse Tank Valves
Now that we have covered a little background information on Nh3 let's discuss liquid withdrawal nurse tank valves. Nurse tank valves may be rated the same, but they are NOT built the same. Take it from Judd Stretcher with Continental Nh3 Products. Judd insists on nothing but top notch quality for the products that Continental turns out. If you could achieve 20% greater tractor speeds by simply changing out your nurse tank valves, would you? Let's look at a scenario from a recent field test that Continental Nh3 Products performed.
Continental lined up their B-1206E, B1206-F, A1406-F, A1406-FBV and A1507-F against some of the top names in industry. What Continental found was staggering. Through standard plumbing equipment, 1-1/4" hose, break away and 1-3/4" acme fittings and a single Continental 30GPM Heat Exchanger Judd was able to prove that quality and efficiency really do pay off.
NH3 Withdrawl Valve Flow Ratings Explained
Before we continue, let's clarify the ratings on valves. If a liquid withdrawal valve is rated to 42 gallons per minute (GPM), like the B-1206-E or F you MUST understand that this is not the product flow rate of the valve. A valve "rating" in the Nh3 world actually identifies the flow rate at which the excess flow check will engage. This is another safety feature mandated in the anhydrous ammonia world. A valve rated to 42 GPM will close and not allow product to flow from the nurse vessel if the flow rate EXCEEDS 42 GPM.
This is designed to protect the operator if there is a catastrophic release - such as a hose failure. The nurse vessel will remain sealed due to the excess flow check. By having this excess flow check in place we don't allow the tank to completely evacuate - thus protecting the operator. So, a valve that is rated to 42 GPM, by industry standards, will actually flow around 24 GPM of product through standard plumbing equipment listed above. In regards to this specific field test, we are concerned with product flow rates.
Continental was able to find that their valves actually outperformed the competition by 10-20 percent. Their valves are able to achieve this due to design and quality. Even a one to two PSI drop at the nurse tank valve can allow for a drastic expansion of product which then allows the Nh3 to vaporize.
The more vapor you put into a heat exchanger the less efficient the heat exchanger, or cooler, is and that ultimately leads to less product going in the ground. Which finally boils down to you spending more time in the field. I will ask the question again, if you can increase your tractor speed by 10-20%, because you have improved the efficiency of your plumbing system, would you?
Money in Your Pocket
Let's look at a basic calculation for Nh3 application: If you are applying 200lbs/acre of Nh3 running 5 mph across a tool bar 55 feet wide you will need a system that can flow 27 GPM as you will be applying 1620 gallons per hour. So if the price of anhydrous ammonia is projected to retail for $350/ton in eastern Nebraska this fall. An application rate of 27 GPM. Means that you are spending $1560/hr (math calculations below). You could theoretically save $312/hr from increasing your plumbing efficiency by 20%. And that, you can take to the bank - calculate that over a 10 hour day and you're looking at savings of roughly $3,118/day. Put that number across an entire season and think what you could do with those savings! If you have further questions check us out at here or give us a shout at 1-800-228-9666.
Math Calculations:
8910lbs/2000lbs = 4.455 tons*$350 = $1559.25/hr - total expenditure on Nh3/hr
(Nh3 weighs 5.5lbs/gal so 1620 gallons = 8910lbs; then 8910lbs * .20 = 1782lbs/hr saved which = $312/hr.
*At the time of writing this Nh3 projections for fall in eastern Nebraska are around $350 retail. Nationwide average is approximately $300/ton.
If you found this post useful feel free to share with friends, family, and colleagues. We are here to help and share our knowledge. If you have further questions don't hesitate to contact us. Thanks for stopping by and take care!