The story of Banjo starts in a small garage in Crawfordsville, Indiana. We need to go back to 1959 to see where the spark ignited for Banjo. Jack Canine set out to solve problems by offering high quality products - and nothing short of that attribute. Soon after he set out to accomplish this feat, he was able to move out of the garage and established Terra-Knife. Which was a small fertilizer knife supplier that focused on delivering quality products to farmers throughout the United States.
As the agricultural industry grew, so did the small supply company known as Terra-Knife. Jack Canine and his team recognized the need to expand their product offerings. The company quickly began offering ball valves and cam lever couplings. Shortly after this product line expansion the company was renamed to Terra-Products, in an effort to better represent its added product offerings.
The name Banjo Corporation came as a result of Jack Canine's personal hobby and love for the stringed instrument. An additional factor was that the shape of one of the company's newly heralded key products, the ball valve, somewhat resembled a banjo. Thus, Terra-Products transformed into present day Banjo Corporation and rapidly expanded their production capacities of polypropylene products.
4-Bolt Ball Valves
Current Day Banjo
Let's time warp forward a few decades to 2006. Banjo Corporation joined IDEX Fluid & Metering Technologies Division. This further strengthened the IDEX global position and allowed them to deliver complete fluid handling solutions for Agricultural and Industrial applications. In today's marketplace, Banjo is recognized as a world-class producer of a broad and diverse range of mechanical/electrical valves, self-priming centrifugal pumps, and fittings for agriculture and various industrial applications. The Banjo name is prevalent wherever quality fluid handling solutions are required throughout the world.
Banjo boasts a large fleet of molding presses and numerous machining and assembly cells. OEM customers worldwide trust Banjo due to the long track record of delivery quality products. This sets Banjo apart from the rest of the pack:
Part specification tolerances at one-ten thousandth of an inch
36 plastic injection-molding presses
Capacity of up to 17,000 valves produced each day
3-day lead-times
98%+ first-pass yield
Commitment to Quality Control
In order to maintain their quality, Banjo has implemented various checks throughout their manufacturing process:
Multiple finished goods inspections
Daily process checks to isolate potential issues
Monthly Rapid Improvement Events to identify opportunities where operations can be improved
Inbound material inspection
Jack Canine ingrained a commitment to product innovation at the inception of this organization. That commitment to product innovation has continued since 1959, when Jack set out to design a better knife to apply anhydrous ammonia. Not only is Banjo committed to product innovation but to customer-driven innovation. Some examples of that include:
Quick-change manifold systems to improve ease-of-use and versatility
Electric valve product line tailored to specific OEM needs
Patented Dry-Mate dry disconnects which tremendously reduce the possibility of spillage
The Banjo name is synonymous with high quality products delivered on time. From oilfield applications all the way to cornfield applications you can see the Banjo name prominently displayed on various valves, fittings, and couplers. Here is a link to our Banjo manufacturer page on dultmeier.com. We hope you enjoyed this manufacturer highlight. Stop back any time!
If you have had your finger anywhere close to the agricultural market in the past few years you know it is somewhat depressed. Especially, since we hit highs for corn around $7/bu back in 2013. This was such a rapid incline in grain prices that it somewhat threw the markets out of balance. Anyone that has remotely studied markets is familiar with the pendulum effect. If a market swings drastically in one direction, it is bound to swing back just as hard - if not harder - in the opposite direction.
This market effect could be potentially unfolding before our eyes this summer. Heat waves around the world are driving the price of wheat higher. Europe and Asia are seeing abnormal heat, which is burning up the wheat crop on these geographical regions. While the United States has seen heat as well - it hasn't necessarily been in wheat country. We live in a tremendously global market environment. The prices we see daily, are affected by what happens across the pond and all over the world.
European & Asian Wheat Farmers
Therefore, the distress that European and Asian farmers are currently experiencing is positively impacting the US wheat farmer. Simple supply and demand is causing this increase in the wheat market. Because there is less supply going into the market place from our European and Asian competitors, their 2018 wheat crop is expected to be less than the forecast. Whenever there is a shortage in a market, the commodity begins to increase in price. The less you have of something the more valuable it becomes.
Russia, Ukraine, France, and Great Britain are all European countries which have wheat farmers that are being negatively impacted by the 2018 heat waves. On August 2nd, Chicago wheat futures hit three-year highs to around $5.50/bu (The Wall Street Journal).
A Look Back into History
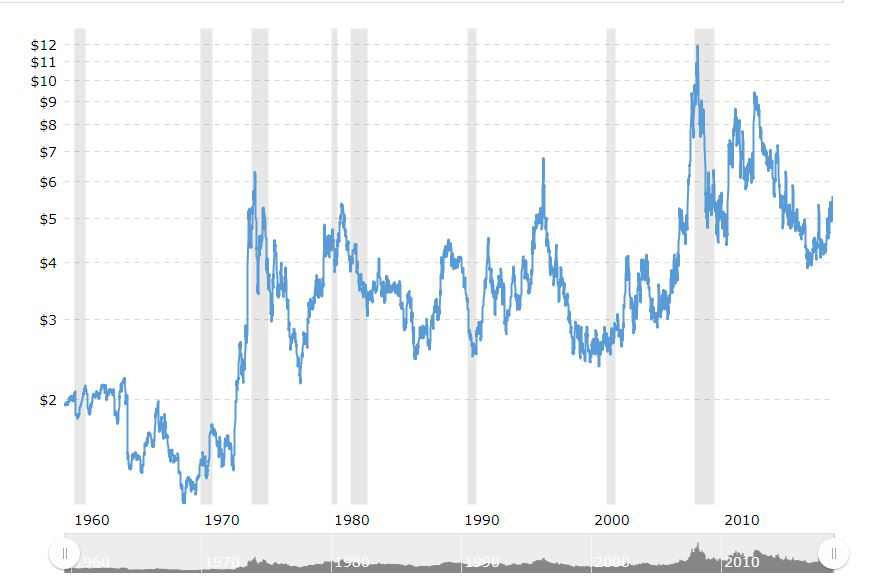
Looking at an aggregate chart of wheat prices since 1960, we can see fairly large market clips occurring about every seven to ten years. On average, these pullbacks are about 50% down from the high. The most recent high was back in December of 2007 at just under $12/bu. We seem to have found a level of support at roughly $4/bu. Currently, we are sitting at a $5/bu.
Wheat Prices Since 1960, Source: www.macrotrends.net
Looking at historical trends it appears as though wheat prices are on the up-and-up. It seems that the market has found a much more agreeable level of support. I say 'agreeable' since one can clearly see the higher lows met with higher highs in 2016-2018. We did not see this back in 2010-2012 failed rally. The market wasn't ready to correct and thus we were sent into a further recession.
Now, it seems the market is posed to regain the losses from 2012. Where we have seen about a 57% clip in the price of wheat - to the low in August of 2016.
Sometimes markets require a little extra push or catalyst to take off. A shortage in supply can absolutely be that catalyst. The US is positioned well in the current global wheat market and pose to reap the rewards of healthy crops.
Is an Increase in Wheat Futures a Certainty?
Now, we must acknowledge the tariff war and how that could potentially affect US wheat farmers. China has imposed tariffs on American grain and oil-seed imports. If we could look at wheat prices in a vacuum, one would say the US wheat farmer is posed to prosper over the next few years. The global supply and demand issues we addressed above, along with the technical analysis of the chart presented above both suggest this is the case. However, trade wars generally don't impact the farm market in a beneficial manner. It's difficult to say what is going to happen but all things aside - wheat looks posed to make a run.
As always we hope you find this post to be informative and educational. You may ask yourself how Dultmeier Salescomes into play in the wheat market. We offer a wide product selection to help enable producers plant, fertilize, and protect their crops through herbicide/fungicide applications. Check out our Agricultural Division page here. Stop back soon!
In this month's Manufacturer of the Month highlight we showcase Fill-Rite. The long-standing, reliable 'Red Pump' has been an industry staple for years. When someone sees a red fuel pump in the field they quickly recognize the Fill-Rite brand. Our primary connection with Fill-Rite is in the petroleum and fuel delivery industries that we serve. Let's dive a little deeper into the history of this wonderful brand.
The Inception of the Tuthill Gear Pump
The inception of this company dates all the way back to 1892 in Chicago, IL. An industry dilemma of construction material supply sparked the creation of Tuthill Pump Company. James B. Tuthill needed to come up with a way to efficiently transfer clay from deep in the quarries to supply the rapidly expanding Chicago urban development industry. His invention to solve this supply issue was a steam-powered truck engine.
However, a critical component that truly paved the future for Tuthill was the small gear pump that injected fuel oil directly into the truck boiler. As Tuthill refined the pump design he began to market it to companies that produced oil-fired boilers for use in residential and industrial heating. Then, in 1927 the Tuthill Pump Company was formed by James B. Tuthill and Gary B. Tuthill. The sole purpose of this venture was to manufacture and sell lube/oil burner pumps. The Tuthill internal gear pump was widely accepted by the marketplace and opened the doors to what is the present-day Tuthill Corporation.
Fill-Rite - A Brand is Born
In 1961 Tuthill acquired Ossian Engineering Company. This acquisition resulted in the introduction of the Fill-Rite brand of fuel and metering products. Since the early 1960s the Fill-Rite brand has been a leader in the fuel/oil transfer industry. Innovation, ruggedness, quality, and reliability are all synonymous with the Fill-Rite name. Tuthill Transfer Systems broke ground on their state-of-the art production facility in Fort Wayne, IN in 1995. This facility continues to serve as a world-class production facility, to this day.
Then, in 1998 the Fill-Rite brand was grown even further with the addition of Fluid Power Products, Inc. While offering an extremely reliable and efficient way to move and transfer petroleum based products - more was deemed necessary. It only made sense to offer an ancillary product line where the solutions could be accurately measured, in addition to being efficiently transferred. Today, this product line is now known as Fill-Rite Precision Meters. The expansion of the Fill-Rite brand extends the capabilities of fuel pumps by offering highly accurate weights and measurement metering systems. You can view our manufacturer's page on Fill-Rite meters here.
Innovation Continued in Fuel Delivery
This past year, Fill-Rite has continued to offer new products that ensure its name stays at the top of the pack in petroleum-based product transfer applications. We want to point out the NX3200 Series pump with Nextec Intelligence. This pump can be operated in either 12V or 24V DC with a continuous duty motor - the first of its kind. This highly efficient pump produces 25 GPM with an extremely low amp draw. Furthermore, Intelligent Tones inform operators when attention is needed.
Innovation Continued in DEF Delivery
Furthermore, Fill-Rite has offered a new Diesel Exhaust Fuel (DEF) delivery package in the past year. The AdBlue Pump System allows for efficient transfer of DEF. The bracket allows the pump to be mounted directly over a IBC shuttle valve on a cage tank. This pump package can produce 8 GPM. It is available in either 12 Volt or 120 Volt options. You can view a 120 Volt package here and a 12 Volt package here.
A long and fruitful relationship has allowed us to reach this point in our partnership and we are looking forward to many more years together. You can view our Fill-Rite Pump page here to shop the various Fill-Rite pump products that we offer. Fill-Rite meters can be viewed here. We sincerely hope that you enjoyed this Manufacturer of the Month highlight and look forward to visiting in the future.
We are your Experts in Delivering Fluid Handling Services. Remember, at Dultmeier Sales - We Know Flow.
GPI products are heavily used in the petroleum and oil transfer industries. Furthermore, they serve in agricultural, industrial, chemical handling, construction, mining, and many other markets. Great Plains Industries is home to the GPI, FLOMEC, and GRPO brands.
Where the Products are Made
Great Plains Industries' products are produced in the heart of the Midwest - Kansas. At their Witchita headquarters, more than 200 employees help manufacture GPI products. In 2013, the company acquired Trimec Industries of Sydney, Australia. Trimec, now called GPI Australia, is one of the top Australian manufacturers of positive displacement oval gear, insertion and impeller flow meters. Both Great Plains Industries and Great Plains Industries Australia are recognized and known for rugged engineering and durability.
GPI's strong work ethic is evident throughout a long-standing heritage - one of commitment to serving their customers and exceeding expectations. The business is family owned, and this fact continues to play heavily into their customer focus mentality.
Flexible Manufacturing System
Recently, Great Plains Industries has embarked on a number of manufacturing technology improvements. For example, the Flexible Manufacturing System project has allowed the company to achieve greater efficiency, production capacity, and higher quality control. CEO Vic Lukic stated, "Innovation is key for GPI and these capital investments create tremendous value for us as a supplier, but more importantly for our distributors and their customers."
"We continually improve processes and examine new and better ways of producing our products," said Jeff Methe, Operations Manager. By continually improving their processes, Great Plains Industries can ensure a commitment to improving efficiencies, reducing waste, and lowering costs - all to better serve their customers around the world.
You can shop GPI products on dultmeier.com or give us a ring Monday through Friday (7:30 am to 5 pm Central Time). Check out our GPI Manufacturer page right here. Enjoy!
Thanks for stopping by again. This month we want to dive into Giant Industries and highlight them as a partnering manufacturer. Giant Industries works to provide superior solutions in all markets they serve and here's how they do it. Let's start out by looking back into the history books address how Giant has evolved over the years.
The History of Giant Industries
Ray Simon founded the Giant Towel Company in 1972. Towels were sold all over North America to car wash OEM's and through wholesale distribution channels. Then, in the mid-1970's Giant became the North American distributor for Speck Kolbenpumpen Fabrik, a German pump manufacturer. Speck offered a unique pump line, along with accessories, that quickly gained market acceptance. Widespread use by OEM's and distributors, alike, helped the Giant name become known as a staple product in the car/truck washing, pressure washing and sewer/jetting markets. Furthermore, the quality of this German pump and accessory line gained widespread demand throughout various industrial applications as well.
Giant Pumps Begins Manufacturing
When the 1980's rolled around, Giant Industries began to offer their own manufactured items to compliment the German-made pumps and accessories. This was done to address some unique requirements for pumps and accessories in the North American market, specifically. Giant Pumps began building its own line of accessories such as shut-off guns, accumulators, and unloader valves. As the Giant-manufactured products began to gain market acceptance, their manufacturing requirements increased, thus forcing the organization to acquire new facilities in order to meet market demand.
In the mid-1980's Giant began to offer pump and motor units to the pressure washing market. Additionally, Giant started to make axial pumps in Toledo which sparked the requirement for further expansion and yet, another facility. The addition of this facility has allowed Giant Pumps to meet various market demand - from car/truck washing all the way to sewer cleaning. At the current facility, Giant is able to manufacture both axial and plunger pumps, pump systems and a line of towel products.
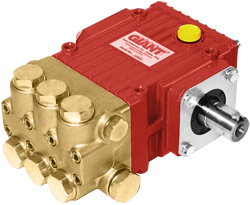
Giant Triplex Plunger Pump
Vertical Market Exposure
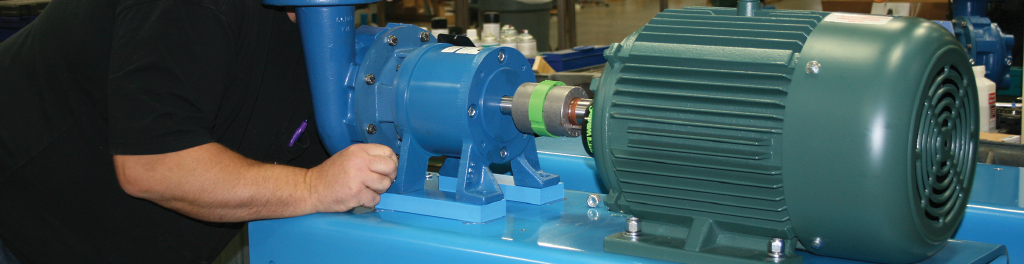
As Giant has expanded in its manufacturing capabilities it has decided to take on more market exposure in existing markets - by offering those markets even more cross-related products under the Giant umbrella. The main focal point being an offering of complete pump systems. Offering custom-units helps Giant Industries' customers concentrate on they key tasks that allow their businesses to remain profitable. Giant offers pumps and pump systems that require more than 1,000 HP to drive pumps. That is a massive pump system. To put that in perspective, the largest pump unit that Dultmeier Sales has manufactured, to date, is a 150 HP centrifugal pump unit. That unit weighed 3,100 lbs. And we thought we dealt with some large pumping systems!
Giant Turbo Nozzle
Giant Industries Product Mix
Dultmeier Sales has been a long-time partner with Giant Industries and we truly do value the relationship that we have built, together, over the years. While Dultmeier Sales does represent many other manufacturers that are viewed as competitors of Giant Pumps, we know that when we are selling Giant products to a customer we can assure them nothing, but the best of quality - followed up by impeccable service. Whether you are in the market for Giant pumps, spray guns, towels, pump oil, wash prep systems, nozzles, unloader valves or relief valves - we can be your one-stop-shop for all things Giant pump related.
Giant Pop-Off Relief Valve
As always, thanks for stopping by and we look forward to visiting soon. Take care!
John Blue's story originates in Richmond County, North Carolina during the late 1800s. Cotton was the main cash crop that fueled the local agricultural industry during that time period. Manual labor was the primary labor input with additional power supplied by mules. A young man, by the name of John Blue began to see an opportunity develop. His innovative mind began to realize how the cotton farming process could be improved and how greater efficiencies could be brought into the industry.
John and his father, Angus, established a business to repair cotton gin parts in 1886. As the industry evolved, the need for more efficient methods of distributing fertilizer and cottonseed birthed the invention of the John Blue Cotton Planter. This invention helped to revolutionize farming. As the business grew, its ability to manufacture implements and cast metal parts evolved, as well. It wasn't until the early 1900s that John Blue obtained patents for all of his inventions.
John Blue's Vision for Agriculture
The primary goal of John Blue was to make farming dependent upon machinery - not man-power. He set out to make implements available to all farmers - and to do this, he understood that he must continually lower his cost of production.
In 1945 disaster struck as the John Blue Foundry was destroyed by fire. John Jr. then moved the company to Huntsville, Alabama where it still exists today. The Huntsville location was chosen not only for the fact that it lies in the bosom of southern agriculture but also because it is in close proximity to iron ore. Lastly, there was a coal foundry available. These three, key, ingredients allowed the company to flourish into new product offerings. In the early Huntsville years, the John Blue Company manufactured liquid applicator pumps, self-propelled sprayers, cotton module makers, small tractors, nurse units, cotton wagons, and dry/liquid anhydrous ammonia applicators.
In 1967 the John Blue Company was sold to new ownership. Then in the 1980s, the challenges of the agricultural economy gave the company good reason to consolidate its product offerings and focus on pumps, flow dividers, manifolds and accessories for applying liquid chemicals and fertilizers. During this time frame, CDS Ag Industries, Inc. was operating on the west coast - out of Chino, California. Their primary business was a manufacturer of squeeze tube pumps and irrigation pumps. These two companies merged in 2000 to form what is present-day John Blue Company, which is a division of Advanced Systems Technology.
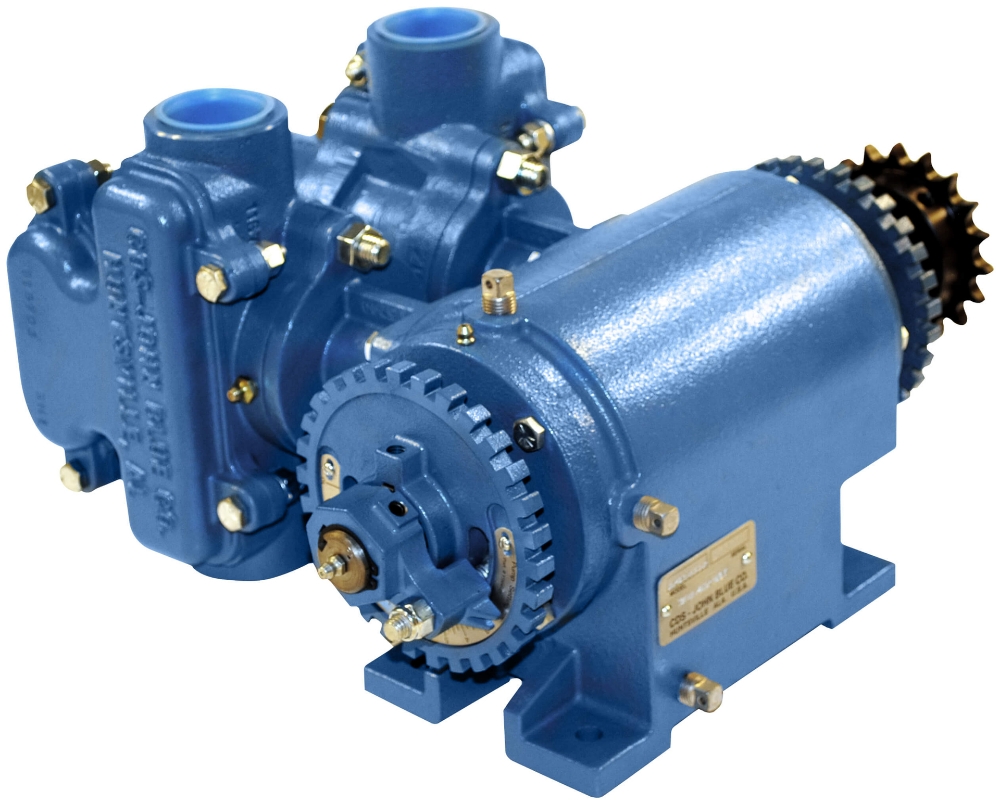
Next Generation Ground Drive Piston Pump (NGP8055)
130 Years Later...
John Blue products are synonymous with the ruggedness, quality, and reliability that the agricultural industry demands. Recent innovations include the variable rate hydraulic driven piston pump and direct hydraulic drive for piston pumps. Other product offerings such as the patented electronic liquid blockage monitor system and visagage orifice selector continue to bring John Blue Sr.'s dream to reality - revolutionize farming and ensure dependency upon quality machinery - not man-power.
Check out our manufacturer's page which highlights all the John Blue products that we offer.
We commonly receive the call to help assist in properly sizing pulleys and sheaves for pump applications. Generally, this is in high pressure wash applications but we also run into a fair amount of agricultural applications where this knowledge can be leveraged. Pulleys or "sheaves" are commonly used for connecting pumps to motors or engines via drive belts. Most pulleys are cast iron or aluminum construction and are offered in either fixed-bore or tapered bushing styles.
Why is it Necessary to Size Pulleys for Each Application?
For proper operation of any brand or pump type, it is critical to size pulleys and sheaves, correctly, in order to maintain correct RPM, (revolutions per minute). RPM speed is what determines the pump output flow rate - in gallons per minute, liters per minute, etc.
Incorrect pump RPM will adversely affect the pump performance. If the pump is turning too slow - it will not give full performance. Conversely, if the pump is turning too fast, it could cause premature mechanical failures (i.e. valve wear or elastomer failure).
Therefore, it is absolutely critical to ensure correct pulley sizing and analysis of the drive unit, (motor, engine, etc.) relative to the pump. For the sake of this discussion, we will assume standard electric motors at 1750 RPM and standard gas engines at 3400 RPM. Do note, one must determine the rpm of their drive unit to be able to accurately calculate the pulley/sheave size.
If you start with an incorrect figure for RPM - you will size your equipment incorrectly. This could lead to shorter equipment lifespans and/or reduced output flow rates. Thus, ultimately a less efficient system which equates to more down time and added cost of operation. The scope of this post will be focused towards plunger pump applications. We assemble many units using this method in Omaha, Nebraska. Dultmeier Sales is proud to display the Built in the USA logo on our products. Here are just a handful of the pulley-driven pump products that we offer.
The Math of Pulley Sizing
There are complicated formulas for determining pulley ratios but in generic, layman terms, simply divide the driven component (pump) by RPM, the driver component (motor or engine) rated by RPM to get the required ratio. In the example below, the pump RPM is 1070, for full output, while the motor is 1750 RPM.
Therefore, the ratio of the required pulleys would be:
1070 (pump RPM) divided by 1750 (motor RPM) = .611
This means the pulley ratio must be .611 to drive the pump correctly. Hypothetically speaking, if we had a 4 inch pulley on the motor, we would require a 6.55" pulley on the pump. That mathematical equation is as follows: 4" divided by .611 = 6.55"
For the same pump, driven by a gas engine
1070 (pump RPM) divided by 3400 (engine RPM) = .315
If the drive pulley on the engine is 4 inches in diameter, we need to calculate 4/.315 = 12.70. This means that the pump pulley must be 12.70 inches, in diameter, to run the pump at 1070 rpm. You can view a technical page from our catalog here - it will help to further explain the calculation process.
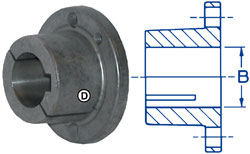
Tapered Bushing vs. Fixed Shaft Bores
Most pulleys, or sheaves, are designed with either fixed shaft bores or tapered bushing hubs. Replaceable hubs fit the required motor or pump shaft size in either inch or mm sizes - depending on the application requirement. These hubs come with bolts to attach them to the pulley, or sheave.
Tapered style hubs simply fit into the pulley opening and then are tightened with two or three set screws, which draw the bushing and pulley together to make one assembly. The pulleys are then attached to the driver (electric motor or gas engine) and driven components (pump). The type of hub, H, SD, SH, etc. must match to a pulley with the same designation for proper fit.
Therefore, make sure to identify what type of hub you have PRIOR to ordering.
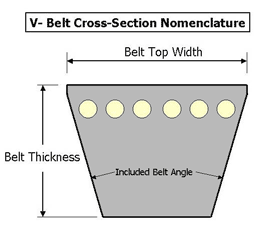
Pulleys can be measured in a number of ways. Two of the most common methods are belt pitch and outside diameter (O.D.). When using the, most common A/B, belt pitch method, one must identify both A belt pitch and B belt pitch. This is the pitch diameter of the V-belt you are using, (A/B) is the measurement of how the belt fits into the groove of the pulley.
A belts are not as wide as B belts and, therefore, sit lower in the pulley groove. While this may seem as a minor detail - it absolutely affects the ratio measurement when properly sizing a pulley.
Pulleys are available with different numbers of grooves. The number of grooves matches the number of belts that the pulley will accept. A two groove pulley will accept two V-belts. A single groove pulley will only accept one belt.
Again as a general rule, (but not intended to use in every application)single groove pulleys with single belts can be used up to about 5 horsepower. Two groove belts can be used from 5-15 horsepower and three groove belts up to 25 horsepower. Use this as a general guideline but always make sure you consult us if you are unsure of your application needs.
Two Groove Pulleys
For correct belt sizing, there are charts available that show the sum of the pulley diameters and the center distance they are apart, from each other. We will be happy to supply you with one of those charts if you wish to have a copy.
For instance, the sum of the two pulleys, in the above electric motor example is 4 inches + 6.5 inches = 10.5 inches. The mathematical equation to figure this out is as follows:
A - Pump Pulley O.D. B - Motor Pulley O.D.
Belt Size = [A*1.57] + [B*1.57] + [2*center distance between pulleys]
76.5 = [4*1.57] + [6.5*1.57] + [2*30]
If the pulleys are 30 inches apart, center to center, then the required belt length would be 77 inches.
As the information above shows, there are many things involved in order to determine the correct pulleys required to drive your pumps correctly. It is important to remember the larger the difference in pulley sizes, the larger the center distance required to maintain minimum contact with the smaller pulley. We would be glad to help with any sizing for your specific applications. Your Experts in Delivering Fluid Handling Solutions - We Know Flow!
The Chemical Transfer Equipment Industry Challenges
A long-standing challenge within the chemical transfer equipment industry has been rugged electronics that can stand up to harsh environments. In the past five years, one company stepped up, in a big way, to address this issue. The issue I am hinting at is the necessary ruggedness required by the agricultural industry for chemical pumps and meters. End users in the chemical transfer industry have, in the past, wrestled with the challenge of finding a meter/pump combination that is able to take the necessary beating the agricultural industry throws at it - while maintaining accuracy and performance attributes.
The use of products that lack ruggedness and robust design results in decreased efficiency, inaccurate readings, poor use of time, and higher maintenance/repair costs. Every single point I just hit on directly increases the end users' cost. Dura Products has and will continue to help the end user lower those costs by offering the market place something it was so desperately seeking - Rugged Quality Products.
Dura Products & Lasting Value
Dura Products has decided to step up and address this concern that has challenged the industry for years now. From simple in-line meters to diaphragm pumps to complete pumping systems - Dura has ensured quality control on their products and they genuinely care about how that quality is perceived by end users.
At the time of this writing, Dultmeier Sales has been a distributor for Dura Products for roughly one year. Dura Products runs the extra mile, in regards to, ensuring quality in their products has helped them stand out in the market place. We are starting to see more and more customers gravitate towards Dura Products. Are they offering sweet incentives to purchase their products? No, they are not. What they have done is supply the market place with rugged and quality products and tremendous service to back up those products.
Less downtime, more accurate readings, improved ruggedness, and increased quality are staples the end user can expect when running a Dura Products item. This company shows an insatiable desire to deliver quality to the market place. That is what I have witnessed in our short and blossoming relationship with Dura Products.
The meter is the user interface to 76% of Dura Products' Ag Systems packages. Dura Products has addressed a major issue in the design of this meter. That issue being the majority of meter failures result from moisture and abuse. Now, let's be real - the agricultural industry isn't going to play any nicer with a $50 widget than it is with a $500 widget.
By acknowledging that simple and known fact, Dura Products justified the need for a rugged meter that was able to withstand the beating thrown at it by the agricultural industry - and still maintain the ability to accurately measure chemical in the field. Thus the Dura Meter was born.
Key Benefits of the Dura-Meter
100% Moisture Sealed Circuitry
Faceplate Made of Impact Resistant
Easy-to-Calibrate
Menu Driven, Backlit Display
Plumbed for Both In-Line and 90 Degree Applications - no additional adapters needed
Extended Battery Life: 4 "AAA" Batteries
Power Life Constantly Displayed
Features 2 Year Warranty
You Can Use the Face Plate to Fit a Flowserve/Scienco Meter - the bolt hole patterns match between the two meters
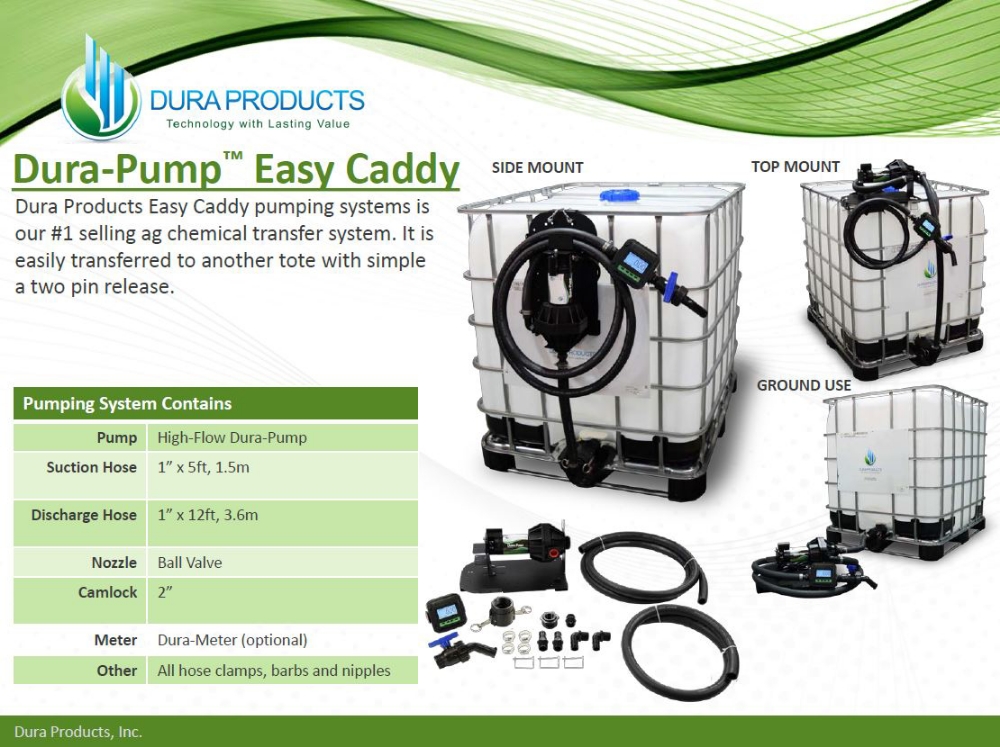
Dura-Pump Easy Caddy
The Easy Caddy system is an efficient and clean way to keep your chemical distribution system tidy, as well as, protected. The Easy Caddy keeps the pump directly above the IBC shuttle valve - this is beneficial as forklift operators need to only be concerned with one side of the shuttle. All the equipment that could potentially be damaged is contained on one side of the shuttle and kept neatly organized.
Conversely, if the end user fancies a top mount or, the more portable, ground version - those options are also available. We have seen many retailers and growers, alike, gravitate towards the side mount style, recently.
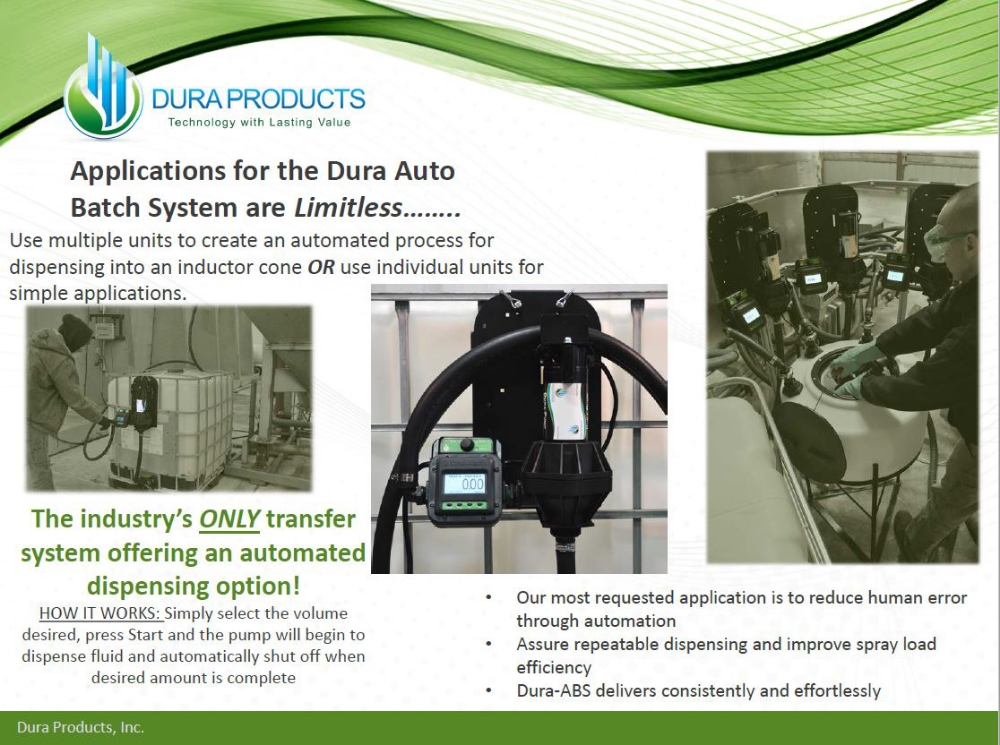
The Auto Batch system allows the operator to remotely program and distribute chemical. Again, the Dura Meter is the main interface for this system. The Auto Batch system does have a manual mode if you wish to top off a shuttle or container. The system can be reverted back to automated mode at the flip of a switch.
Dura Products not only ensures greater quality in their products, but they want to make sure that customers are educated on proper chemical compatibility. You can have the greatest pump/meter combination in the world but if you are running a product that is incompatible with the elastomers - you are going to ruin the equipment.
For this reason, Dura Products relies on distributors and end users, alike, to confirm chemical compatibility. Dura Products offers their pump and meter systems in three stock elastomer options: EPDM, Viton, and Silicone. Check out a previous post that we wrote up on the product trade-named Resicore and the importance of chemical compatibility.
It's extremely reassuring to know that a manufacturer, not only puts this much emphasis on quality assurance but an equal emphasis on chemical compatibility. Marketplace education is a huge focal point for the Dura Products team, as it is with the Dultmeier Sales team.
2 Year Maintenance & Warranty Program
So, now that we have discussed all the wonderful benefits of Dura Products physical attributes in their products - let's touch on their two-year warranty program for pumps and meters. All Dura Products items have a two-year service warranty program. If it breaks or malfunctions - Dura Products wants it back. They will make the repairs and then send out the refurbished unit(s). This further helps maintain their process of quality control.
It's extremely reassuring to work with a manufacturer that exemplifies this commitment to producing and ensuring quality products. Equipment that falls under warranty period and parameters will be repaired, or replaced, and returned at no cost to the customer.
Secondly, the two-year maintenance program allows customers to coordinate a return to Dura for refurbishment of pumps and meters - at no charge. Within this program, Dura Products will triple rinse pumps and/or meters to ensure no cross contamination is possible. All equipment will be taken apart and evaluated to ensure seals, gaskets, and internal components are operationally acceptable.
During this process, any parts that are still under warranty will be replaced at no charge. If any parts need to be replaced, that are not under warranty (i.e. broken housing, damaged parts, chemical compatibility issues, cut cords, etc.), they will be replaced and charged to the customer with NO additional labor charges. Lastly, the customer will be notified of all findings associated with cost and ETA of when the equipment can be expected back to the end user. This is another facet that truly sets Dura Products apart from the rest of the pack.
This concludes our Manufacturer of the Month highlight. We hope that you enjoyed this write up on Dura Products and sincerely hope that you stop back soon. Take care and be safe out there.
Hydra-Flex was started in 2002 in a small machine shop. The company originated as a 2-man outfit and quickly grew in ranks from there. The core motivation for HydraFlex was driven by the simple belief to "find a better way" to produce innovative and reliable fluid handling products.
The core values that drive Hydra-Flex are Innovation, Reliability, and Accuracy. These values are clearly visible in the products they develop. Hydra-Flex is proud to boast its reputation as The Most Trusted Name in Chemical Dispensing.
This Eagan, MN company holds a committed focus to reduction of waste, salvage of resources, reduction in operating costs and the promise to provide exceptional - and measurable results for end users. Located within the innovative Twin Cities community, Hydra-Flex continues to strive for nothing short of exceptional product delivery.
Hydra-Flex is listed on Inc. 5000 Fastest Growing Private Companies and winner of Best in Class at the 2016 MN Manufacturing Awards.
Chem-Flex Injectors
Hydra-Flex holds patents on chemical dispensing and nozzle technologies. Also named one of Minnesota's Top Inventors by Twin Cities Business Magazine, Hydra-Flex continues to be recognized locally, as well as, nationally. The underlying premise of finding a "better way" to apply fluid handling technologies guides their strategy and solutions offerings.
Taking a common design called a venturi, Hydra-Flex has revolutionized the vehicle washing industry. A venturi is not a new idea - the venturi was actually discovered by an Italian physicist, Giovanni Battista Venturi in 1797. A venturi induces a small portion of another fluid into a carrier fluid. This is created by creating a pressure differential between the inlet and outlet. Constricting the flow of the carrier fluid actually creates a vacuum, thus allowing the secondary fluid to be induced into the carrier agent. Furthermore, mixing the two fluids together through a venturi, ensures proper and equal mixture throughout the solution.
Hydra-Flex created the Chem-Flex injector to take venturi technology to the next level. Chem-Flex injectors use the most chemical-resistant and longest lasting components available on the market. This includes Kynar venturi inserts, stainless steel connections, a hastelloy spring, teflon check ball and Hydra-Flex's exclusive XFC O-ring. Chem-Flex injectors are built with the goal of finding a "better way" to induce and mix chemicals.
Benefits of Chem-Flex Injectors:
Small Footprint - Forget the need for large mixing tanks. Do it inline and mount these systems on the wall - maximize the space in your equipment room.
Better Vehicle Coverage - Using the same dilution rate but increasing delivery pressure allows for less solution usage and better coverage. Chem-Flex injectors have an application pressure capacity of 65-80 PSI versus traditional chemical dispensing systems that generally run from 25-40 PSI.
Consistency - Fluctuations in local water pressure do not affect the dilution rate of the injectors. Because the injectors use the pump's regulated pressure you need not worry about this variable. Thus, instilling a greater degree of consistency into your wash system(s).
Reliability - The simplistic design minimizes moving parts and, therefore, reduces the potential for failure due to mechanical wear. We have already mentioned the added chemical resistance brought on by the internal components used in Chem-Flex injectors - this is an added reliability factor. Rest assured - Chem-Flex injectors will stand up to some of the toughest chemicals on the planet.
Precision - Color-coded injectors (by flow rate) and metering tips (by dilution ratio) offer precise optimization and easy maintenance of the chemical delivery system.
Environmentally Friendly - Due to the fact that the solution is applied to the vehicle at higher pressure, less solution is needed to clean the same size surface. This often results in substantial reductions in water and chemical usage. Furthermore, the use of highly concentrated chemicals can help reduce packaging waste and freight costs. If you can order in smaller packages you can help reduce a variable cost in freight expenses.
The Nozzles
Hydra-Flex offers five models of nozzles - each one provides a solution to various industry applications. While there are five different models the nozzles can be split into two larger categories - Rotating Turbo Nozzles and Static, Zero-Degree Nozzles.
Rotating Turbo Nozzles
Blast-Tec Pro (1000PSI) - designed specifically for high-pressure, high-impact wash applications such as wheel blasters, undercarriage cleaning, rinsing and high pressure cleaning.
Ripsaw (3200PSI) - specifically designed for hydro-excavation industry. An extremely heavy-duty and high impact nozzle that is ideal for pothole applications. The cone-shaped flow patter provides 18 degrees of coverage.
Aqua-Rocket (4000PSI) - designed and engineered for the industrial cleaning industry. This nozzle blasts a concentrated 0 degree water jet while rotating at an optimal speed to form a 22 degree cone-shaped spray pattern. Here is a video below
Static, Zero-Degree Nozzles
Blast-Force (1000PSI) - This nozzle produces a solid-stream and was specifically designed for spinning, high-pressure vehicle wash applicators. Constructed with corrosion-resistance tungsten carbide nozzle orifices, this critter will get the job done - and then some.
Switchblade (3200PSI) - Dig Faster. Save Water. Another hydro-excavation nozzle but in a stationary in design. Cut deeper, cut faster. A neat feature of this nozzle is the flexibility it offers. There are individual, replaceable, color-coded nozzle pills that allow the end user to change water flow rates and pattern based upon various soil conditions. Here it is in action:
Whether you're in the market for nozzles or chemical injectors, you need to consider Hydra-Flex as a viable option in your decision making process. For further questions on other products we offer you can stop by our website any time you wish. Thanks for stopping by and we hope you enjoyed this post.
Dultmeier Sales stocks valves of all different makes, models, and applications. Here you will find all you need to know about the different types of valves we stock and the various applications they are used for. More importantly, we will help you determine what you need to know prior to making a valve purchase. Let's dig in...
Valve Definition & Common Trade Names
What is a valve? What are some common trade names, associated with, the valves that Dultmeier Sales stocks and distributes? In a nutshell, a valve is a product which is used to constrict, cut off, redirect, or regulate the flow of a liquid or gas. While we do sell pneumatic valves we will be primarily focusing liquid, or solution, valves for this educational segment. Some common trade names associated with the valves we stock are as follows: butterfly, ball, gate, globe, angle, needle, solenoid, check, regulating, diverter, foot, relief, unloader, backflow prevention, and float valves.
As with any product, it's crucial to identify the type of valve, the manufacturer, inlet/outlet size, operating and maximum pressures, solution temperature, and the solution passing through the valve. It's critical to know what solution is passing through the valve to ensure proper chemical compatibility. Knowing the solution's PH level can also be another important factor when determining suitable components and materials.
How to Size a Valve
We size valves similar to how we size pipe. Always measure the inside diameter of the inlet/outlet port. This will identify the size of the valve in question. A common mistake is that people measure the outside diameter of the inlet/outlet ports of a valve. There is one exception to this rule - if working with tubing - measure the outside diameter of the tubing. For hose and pipe, only pay attention to the inside diameter measurement.
If flow rate is important, the coefficient of volume (Cv) of various valves can be compared. Now, I understand that sounds rather technical. However, in layman's terms all that means is the higher the Cv for a valve, the more flow rate will pass thru it with the same pressure loss. In the majority of applications, this will be a non-factor but it is still important terminology to be aware of in the vast world of valves.
Manufacturer Identification & Valve Type Explained
Most manufacturers will have a metal tag on their valve bodies to identify their brand. That manufacturer tag will identify the brand of the valve, the model, and serial number. This is an important first step in identifying what product you currently have. That being said, let's begin with a look at butterfly valves.
Butterfly Valves
Here at Dultmeier Sales, we stock a variety of butterfly valves. In the butterfly valve world, it's important to first determine which style of butterfly valve you possess. The two most common styles are Wafer or Lug bodies. A wafer-style butterfly valve has "thru" bolt holes that run along through the outside rim of both pipe flanges. In contrast, a lug-style butterfly valve has threaded bolt holes on both sides of the valve body to allow for "end of line" applications. Lug-style butterfly valves are, generally, less common than wafer-style butterfly valves. Below, you will see a wafer-style valve on the left and a lug style valve on the right:
Butterfly Valve Actuators
Next, we get into the topic of valve actuation. We primarily stock butterfly valves that are manually (seen above with handle) or pneumatically actuated with either double acting or spring return actuators. A double acting butterfly valve actuator requires air pressure to open the valve and then air pressure to close the valve.
A spring return butterfly actuator is used in fail-safe applications. If there is a loss of air pressure the valve will automatically close (or open) - due to the spring tension of the actuator. Spring return actuators are used in many production plants that require system flow to cease once power is cut or lost - as mentioned above, this is a fail-safe application example.
Electric Actuators are also used in many industries. While we don't stock electric actuators for butterfly valves - we have access to them. Actuators can also be provided with "positioners", limit switches and other controls.
We stock Butterfly Valves and Air Actuators from Keystone and Pratt.
Ball Valves
A ball valve is probably the most common type of valve that exists - across all industries. It gets its name due to the fact that it actually has an internal ball that sits in a "seat". When the handle or knob is turned 90 degrees from the inlet/outlet ports, the valve is closed and one can see the convex shape of the internal ball. When the handle is turned parallel with the inlet/outlet ports, the valve is open and one can view through it - unhindered.
On the left, below, is an example of an air actuated, stainless steel, female pipe thread, ball valve. While on the right, you will see a Banjo, polypropylene, manual, flanged, ball valve.
Standard Port vs. Full Port
By design, ball valves that are listed as Standard Port actually have less fluid path than the inlet/outlet ports size limitations - this is somewhat misleading to those that are unfamiliar with the concept of Standard vs. Full Port valves.
For example, if you have a 2 inch Standard Port valve your flow characteristics will be closer to that of a 1.5-inch fluid path. The technical reasoning behind this is the fact that a smaller opening creates more friction loss (i.e. pressure drop) thus resulting in a decreased flow rate. Standard port ball valves are cheaper than full port valves but restrict the system flow rates; somewhat. So, if flow rates don't matter or affect your system then you can save money up front by selecting standard port valve(s) for your plumbing system.
Full port valves allow the plumbing system to realize the full flow characteristics of the valving. If all valves in a system are two inch full port, valves then we can reasonably assume increased flow rates in comparison to a system that contains all standard port valving. A full port valve has a slight design change that allows for this increase in flow characteristics. While the valves may look the same externally, there are internal design changes that are not visible to the naked eye.
High Pressure vs. Low Pressure
This is another crucial step in determining the correct valve for a specific application. If necessary, place a pressure gauge at various points in the plumbing system to determine the system operating pressure. Never guess the operating pressure of a system. If a low pressure valve is installed into a high pressure system, serious or fatal injury could occur. As a general rule of thumb, anything below 150 psi is considered Low Pressure - that being said, there are valves rate for pressure less than 150 psi.
This gets back to one of our core fundamentals when selecting a proper valve - determine operating pressure and maximum pressure for the intended plumbing system.
Ball valves are a perfect example of how the same style valve can be used in multiple applications - both high pressure and low pressure. We have some ball valve product lines that have use applications which are limited to certain industries - due to their operating/working pressure limitations. However, we have many ball valve lines that carry over into multiple industry applications.
While we do carry many products that can be cross-utilized in various industries we always want the customer to confirm an operating pressure. This ensures safety in application and use. Furthermore, it minimizes the possibility of injury and lessens the chance of damage to the valve and other plumbing system components
Air Actuated & Electric Motor Driven
We carry ball valves that can be remotely operated via automation, as well. The most common types are pneumatic (air-operated) and electric motor-operated ball valves. Air operated are most widely used in chemical facilities, fertilizer plants, or industrial plants. Electric ball valves are most commonly used in agricultural applications for spraying applications. The trade name electric ball valve or pneumatic ball valve simply refers to how the valve is actuated.
When you drive down the road and see a large self-propelled sprayer, spraying in a field, you can be certain the booms are being remotely controlled. The boom valves are remotely controlled from the sprayer cab, with the help of electric ball valves. The sprayer operator sends a signal from his, in-cab, boom controller to turn certain sections of the sprayer boom on/off - based upon the field's specific application requirements.
We also see electric ball valves in the turf industry. Golf courses or residential sprayers will commonly use this type of ball valve on their sprayer setups. It is more prevalent in the turf industry due to the fact that the booms are much smaller than the agricultural industry.
Lastly, we do a fair amount of business in the liquid deicing industry. If you have ever seen a department of roads/transportation vehicle that is applying liquid before a winter storm - you have witnessed this industry in action. These vehicles are applying a solution called liquid salt brine (sodium chloride, magnesium or calcium chloride solution). Electric driven ball valves are common in this industry because pneumatic valve airlines would freeze in the frigid winter temperatures.
For those interested, here is a link that further explains the process of creating the salt brine solution. Below is a picture of a pneumatic-operated ball valve, on the left. On the right you will see an electric-operated ball valve.
Gate Valves
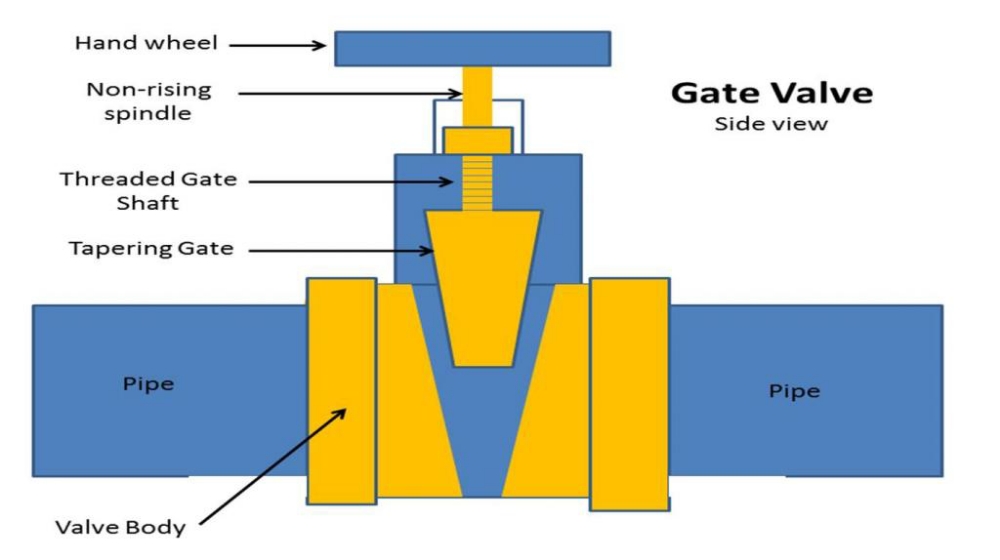
A flanged gate valve is used in larger flow applications. In the Dultmeier world, we most commonly see this style of valve used on large bulk fertilizer, fuel tank storage applications, and float storage tanks in the vehicle and fleet washing industry. Gate Valves are generally designed with a circular handle that is turned clockwise to close the valve and counter-clockwise to open the valve.
Just as any other valve, we need to confirm the solution that will be passing through the valve to ensure chemical compatibility and then confirm the working or operating pressures that are required by the plumbing system. Most commonly, we are supplying flanged gate valves for lower pressure ranges. Below is a picture of a common flanged gate valve used in the bulk fertilizer industry.
Globe & Angle Valves
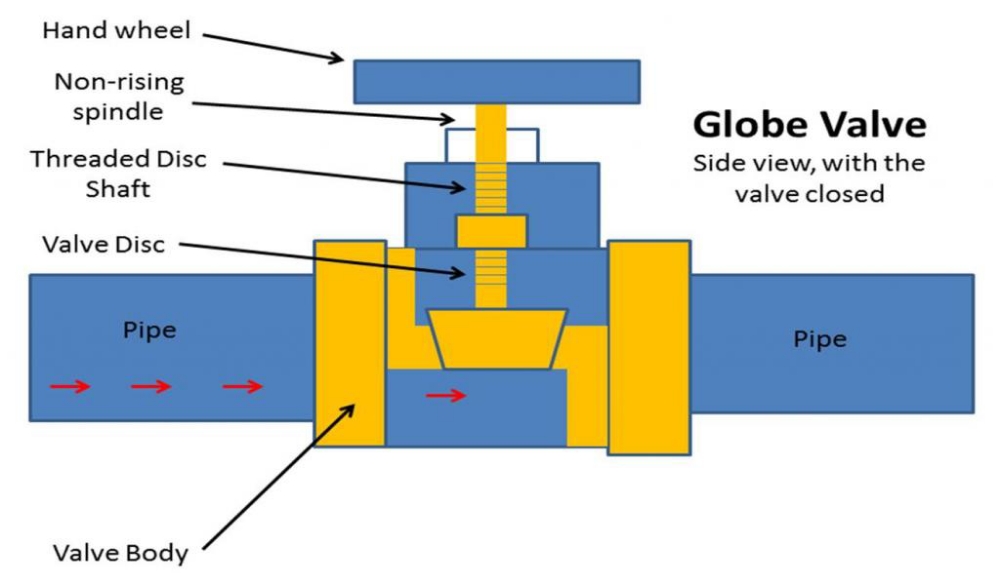
A globe valve is very similar, from an external view, to that of a gate valve. However, when we look at the valves internally, they are quite different. As can be seen from the previous section, the gate valve operates almost like a wedge or slate that constricts or completely closes off flow. A globe valve has a different seat structure and more of a plunger that constricts or completely closes off flow. See below:
Below is a photo of a couple different sized globe valves on an Anhydrous Ammonia application. These valves are for a receiving bulkhead system where a plant facility will offload large bulk transports into their bulk storage tanks. The larger valve is on the liquid line transfer and the smaller valve is on the vapor transfer line.
In the Dultmeier Sales world, we most commonly use globe valves in the Anhydrous Ammonia industry. That is the same for angle valves. The most common application we see angle valves used in would be on toolbars or supply risers for Anhydrous Ammonia fertilizer applications. Continental Nh3 Products and Squibb Taylor are our two largest suppliers for these types of valves. An angle globe valve can be viewed below:
Needle Valves
Next up we will take a look into needle valves and the various applications they can be used for. Most commonly, we see these valves used in higher pressure applications such as car/truck wash and high-pressure cleaning. Here is a grouping of various needle valves on our website, to further illustrate the variety of options. That being said, we do sell a fair amount of needle valves in the Anhydrous Ammonia industry for a bleed off application.
As always, in any application we want to confirm the solution passing through the valve, working or operating pressure range, and temperature of the solution. Below you can view a picture of a needle valve.
Solenoid Valves
We carry a wide supply of solenoid valves from a number of suppliers. The most notable brands we offer are GC Valves, DEMA, KIP, Kingston and more. A solenoid valve is another example of an electric valve. However, they are drastically different than electric ball valves. That being said, solenoid valves can be controlled remotely and are used in a number of industries.
We most commonly use them in high-pressure vehicle or fleet washing applications, industrial applications, and agriculture or turf spraying applications. Some users in the agriculture industry are starting to migrate away from solenoid valves to ball valves - the primary reason being the necessity for the ruggedness of a ball valve versus over a solenoid valve. Mother Nature in combination with aggressive chemicals is an extremely harsh environment for a valve.
Normally Closed vs. Normally Open
This is an important topic to address - especially in the realm of solenoid valves. If a valve is "normally closed" it means that the valve is closed in its uncharged state. More simply put, if there is no electrical current passing through the valve coil then then it will remain closed. If a valve is "normally open", that means the valve is open in its uncharged state.
Various applications will call for either style. Coils in these valves can be 12 volt, 24 volt, 110 volt and even 240 volt, which allows for a wide and versatile range of applications.
For example, in the vehicle washing industry, we may want to have a weep application on a spray gun. We would do this to ensure the gun doesn't freeze shut in lower temperatures. Therefore, we want ambient water to continuously run through the system or spray gun - if a loss of power occurs. So, in this instance we would want to ensure a normally open valve be installed in this type of a plumbing system.
Solenoid valves are still highly used in the car/truck wash industries due to the fact that they are generally stored in temperature-controlled environments while limiting exposure to the harshness of the natural elements.
Check Valves
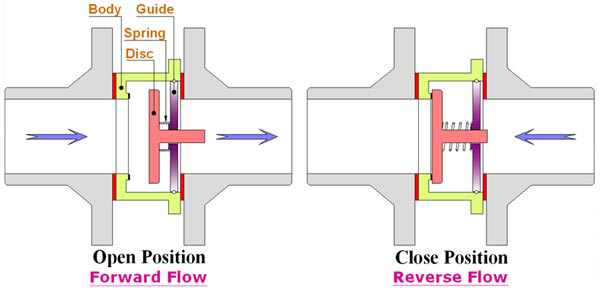
Next up, we will look into the world of check valves. This product is used to prevent backflow of a solution in a plumbing system. For instance, a check valve would be utilized when pumping a solution up a vertical pipe and you do not want the solution to backflow, due to gravity, when the pump is turned off. A check valve is a form of backflow prevention.
Furthermore, check valves keep a plumbing system charged. By keeping the system charged we can ensure more efficient delivery of product and reduce the number of air pockets that are present in the plumbing system, which reduces pump priming time and other potential pump problems. The more efficient a plumbing system is - the less it costs to keep it running.
Types of Check Valves
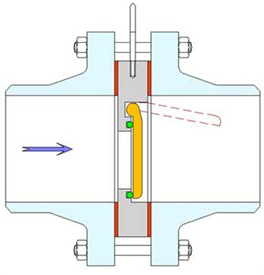
There are multiple types of check valves and each has its own benefits. We will briefly touch on the different types, here. First, is the most efficient type - in terms of maximizing flow characteristics. The swing check valve allows for maximum flow characteristics due to its design that reduces restrictions (i.e. a high coefficient of volume).
Regardless of the check valve style, we need to remember the cracking pressure. The cracking pressure determines the PSI at which the valve opens. Therefore, if a check valve has a cracking pressure of 2 psi it will not open until the plumbing system generates an operating fluid pressure greater than 2 psi. Below is a cross-cut section of a swing check valve:
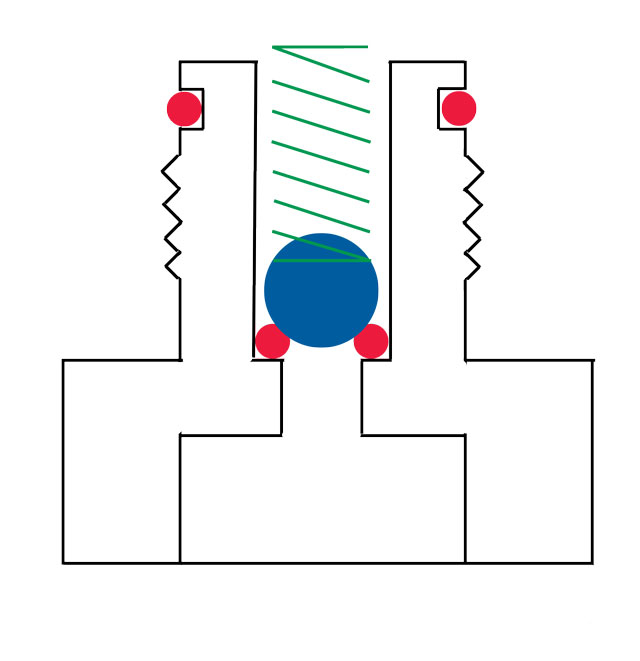
Secondly, we have a ball check valve. This type of check valve has a preset mechanical spring that allows the valve to open based upon a pre-determined working pressure. These types of check valves are commonly used in high-pressure applications such as car and truck wash, but also within industrial and agricultural applications.
Lastly, there is a plunger style check valve. This style is pictured below:
Things to note when ordering a check valve:
Operating and maximum pressure requirements
Solution or product passing through the valve - check for chemical compatibility
A regulating valve can technically be any valve. In this sense, if you can constrict or control the flow by manipulating the opening threshold of the valve - you have just regulated the system flow.
To that note, we are going to look at this section with this one caveat in mind - a regulating valve needs to be remotely controlled. To do this, let's first look into electric motor driven valves.
There are certain types actuators of ball valves or butterfly valves that manipulate the flow rate of the solution by opening or closing the valve stem a to a certain degree. Without getting too technical this is done in conjunction with some type of flow monitor that is able to communicate with the valve actuator through a control mechanism.
This control mechanism can be a simple rate controller in a sprayer cab or as complex as a computer dashboard in a chemical production facility. The regulating valve communicates to the flow monitor through the system controller to reach and/or maintain the desired flow rate. This controller can be a simple rate controller or a complex computer system.
Regardless of the application - in order to remotely control a regulating valve we must have a controller that sends a signal to the valve based upon the desired flow rate of the operator.
As always, any application we want to confirm the solution passing through the valve, operating pressure range, and temperature of the solution.
Diverter Valves
A diverter valve functions very similarly to a remotely controlled regulating valve. The main difference between a regulating valve and a diverter valve lies within the functionality. A diverter valve is designed only to guide product flow through a system. Therefore, the most common example of this would be a three-way ball valve.
We look at this section with the same caveat in mind - a regulating valve needs to be remotely controlled. To do this, let's first look into electric motor driven valves.
The diverter valve would be remotely controlled through a similar mechanism as a regulating valve. The main difference is that the diverter valve "diverts" flow down fluid path A versus fluid path B - based upon the desired location sent by the controller or computer.
Foot Valves
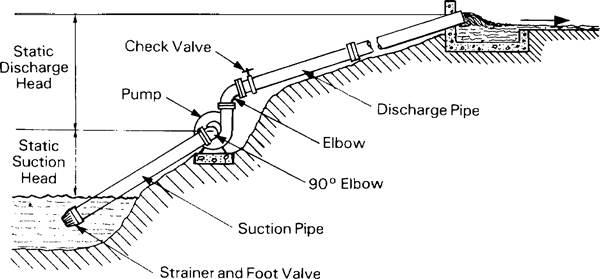
Foot Valves are commonly used in transfer systems that require the pump to maintain it's prime. A foot valve is essentially a type of check valve. Foot valves are placed at the beginning of a suction line and are generally designed with some type of a strainer or screen to protect the plumbing system from sucking in foreign objects.
If you recall the design of the check valve, you will remember that a check valve closes when there is backflow pressure applied on the spring check. This forces the valve to close and keeps the system suction line primed, with liquid - thus increasing the overall efficiency of the plumbing system. The less time it takes to prime the pump the more efficient the plumbing system becomes. Below you can view a diagram of a plumbing system that includes a foot valve, with strainer.
Relief & Unloader Valves
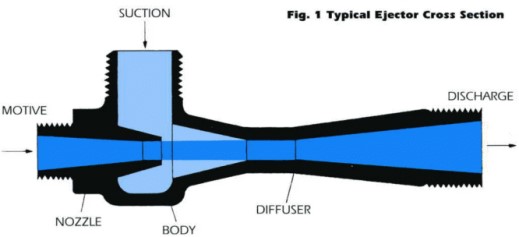
Relief and unloader valves are commonly used in higher pressure situations with positive displacement pumps. These valves are used to protect system components from dead-head scenarios. A positive displacement pump will continue forcing product downstream in a plumbing system until there is a system failure such as a burst pipe, fitting, hose, etc. Thus, the term: dead head scenario. To help combat this scenario, relief and unloader valves were designed. Here is a diagram that explains a relief valve scenario
This video will explain the difference between the two styles of valves. As always, Cat Pumps does an amazing job explaining content.
Back Flow Preventers
In any wash down application where an operation has a water supply line connected to a public water source then it's absolutely necessary, by regulation, to have a back flow prevention valve in place. We distribute for Watts and commonly sell these units in vehicle/fleet wash applications, industrial applications and fertilizer/chemical facility applications. A backflow prevention system products the main water supply in the scenario where a local business would have a system failure and back up chemical, fertilizer, hazardous material, etc. into the main water supply - backflow prevention systems inhibit this scenario from taking place.
Below is an example of a Watts back flow preventer
Float Valves
Float valves are used in a wide array of applications. Virtually anywhere you need to maintain the level of a supply tank - you can leverage the assistance of a float valve. Some common float valve product lines that we distribute and carry include BOB Valves, Jobe Valves, Hydro Systems, Kerrick Valve, Dema, Walters Control, and Suttner.
Below is a Dema liquid level proportioning control unit with a siphon breaker.
Another application that is extremely common with float valves is in the cattle industry. We sell a unit that allows the user to tie into a warm water source to keep stock tanks from freezing closed in frigid temperatures. The Ice Bull Automatic Ice Prevention System is engineered to automatically open when the stock tank water temperature falls below 42 degrees Fahrenheit.
When the Ice Bull sensor valve opens, .20 gallons per minute of warmer water bypasses the float valve and flows into the tank through the discharge hose. Then, when the water temperature rises above 42 degrees Fahrenheit, the thermo valve shuts off. The Ice Bull Sensor is pictured below:
In Conclusion
We hope that this has been a helpful guide to valves. While not all valve types are listed in this post, you have certainly enhanced your general knowledge and should be better prepared to choose the correct valve for your desired application needs.
Don't forget to confirm in any application - the solution passing through the valve, operating pressure range, maximum pressure, and temperature of the solution and always confirm chemical compatibility.
As always, thanks for stopping by and come back soon.